Shop Operations: Becoming familiar with a machine
Have a person familiar with a machine go over it with you. A person showing you how to do something can filter unneeded information, according to the Shop Operations column in the February 2017 issue of Cutting Tool Engineering.
M codes are like switches. Anytime you use an M code in a program, you are generally either switching something on or off or actuating something, such as coolant (M8 or M9), the spindle (M3 or M4) or the toolchanger (M6). M codes have other functions as well.
Use the EOB (end of block) button to complete a line of code and the write/enter button to enter that line of code into the MDI (manual data input) screen. When you are done with a line or block of code, press the EOB button. Doing so will input a semicolon at the end of that line of code.
The semicolon is necessary; it tells the controller you are done inputting code on that line or block. The code will appear in the lower left corner of the screen as you type. Note that you don’t need to type in any spaces. The controller puts spaces in for you once you “enter” the information.
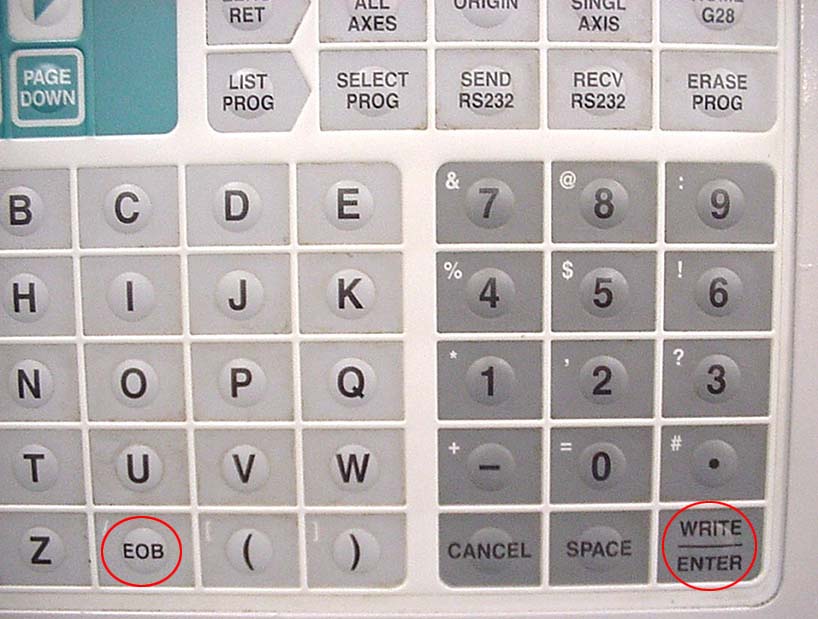
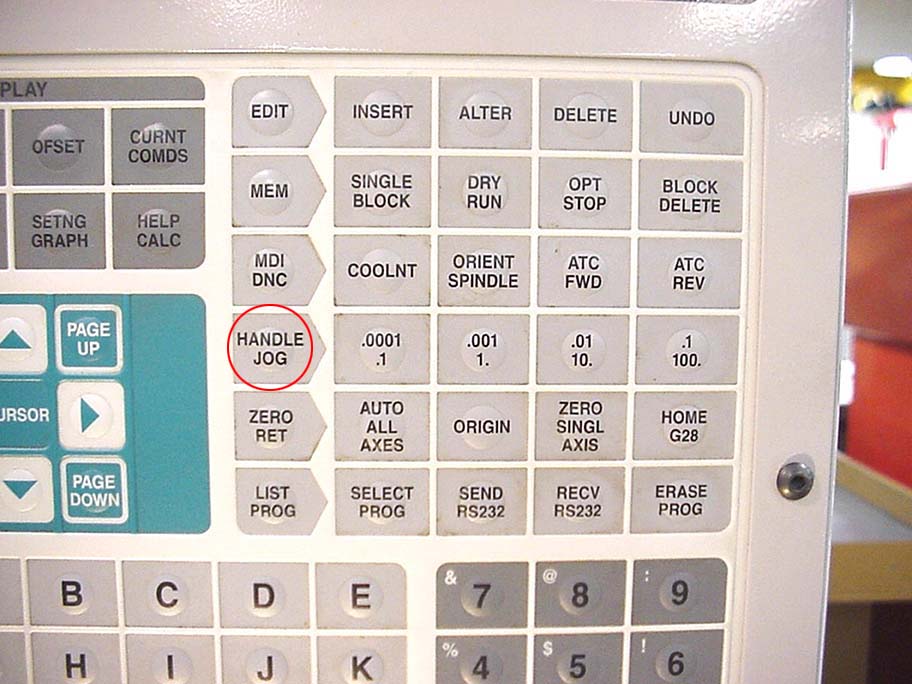
This part of the controller (left) shows the end-of-block and write/enter buttons. Once in handle-jog
mode (right), you can pick the incremental amount you want the table to move for each click
of the handle dial. Images courtesy of J. Harvey
Pressing the write/enter button will enter the typed code into the MDI screen, where it can be run.
The home button and its neighboring buttons allow you to move around the program while you are writing and correcting code. Press the home button to return the cursor to the beginning of the program. The other buttons, such as end and page up, and the arrows work much as a regular computer keyboard keys work for navigating a document or spreadsheet.
Press the green cycle-start button to run the program. If the spindle turns on, which it should, you have successfully written and executed a short program.
Several additional buttons are helpful as you write your program. Press the spindle+ and spindle- buttons to manually change the spindle speed. Press the stop button and the CW (clockwise) and CCW (counterclockwise) buttons to manually stop and start the spindle rotation and direction.
Use handle-jog mode to move the table manually. Press the handle-jog button to get into handle-jog mode. Then rotate the hand dial to move the table.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion