Strengthening shafts, tubes: General Industry Coverage
Shafts and tubes are straightened using the same flame straightening techniques used for plates. An easy way to straighten a shaft is in V-blocks or, better yet, mounted between centers in a lathe using piped coolant.
Shafts and tubes are straightened using the same flame straightening techniques used for plates. An easy way to straighten a shaft is in V-blocks or, better yet, mounted between centers in a lathe using piped coolant.
The severity of the bend determines what type of heat shrink to apply, with either an axial or a radial shrink used with shafts or other cylindrical parts. Excellent results can be achieved with this method. If you want to fuss around, you can easily get below 0.005 ” runout.
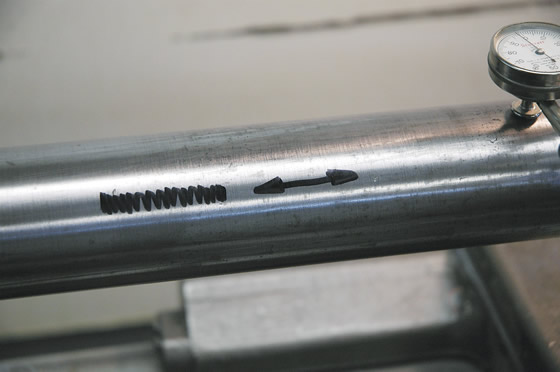
The axial shrink is a gentler heat straightening method for shafts and tubes than the radial shrink. All images courtesy T. Lipton.
The axial shrink is the gentler of the two, while the radial shrink is for heavy-duty distortion and should only be used if the axial shrink does not produce the desired result. With the axial shrink, the heat is applied in the same direction as the shaft length. Normally, these are short shrinks, because the high points on shafts are localized.
A dial indicator can be easier to use than a straightedge to accurately locate the high points on a shaft. These points are plotted and marked in the same way you would mark a flat plate. Because you mark the high spots, all of your indicator readings will be plus readings. I use the center of the plus as my target when applying the shrink.

A dial indicator can be used more easily than a straightedge to accurately locate the high points on a shaft.
When you apply the axial heat shrink to the shaft, start a little before the high spot and continue the same amount beyond it. The maximum length for any axial heat shrink should be less than 2 “. If more shrinking is needed, a radial shrink should be applied.
For a radial shrink, the amount of shrinking is controlled by the radial distance that the shrink is carried around the circumference from the high spot of the distortion. When starting, shrink about 20° to 30° of the radial arc. If you don’t achieve the desired results, more and more arc length must be added, up to a maximum of about 120° of the arc. If this still is not enough, additional shrinks can be added alongside or with mechanical aids—such as clamps, weights and even gravity—to work a stubborn bend.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion