Survival of the fastest: Turning Performance
Tool and cutter grinder software continually evolves to expedite production of advanced cutting tools by toolmakers and machine shops.

Courtesy of B. Kennedy
Operator Ricky Miller at the control panel of an ANCA RX-7 tool grinder at Siem Tool.
Tool and cutter grinder software continually evolves to expedite production of advanced cutting tools by toolmakers and machine shops.
The ability to use tools distinguishes humans from most other species. Certainly, the ability to apply complex, highly productive cutting tools distinguishes a shop from competitors further down the “evolutionary ladder.”
The manufacture of complex rotating tools generally takes place on CNC tool and cutter grinders. Regarding the process, Keith Grillot, regional sales manager for ANCA Inc., Wixom, Mich., said, “Tool grinding itself hasn’t changed for 100 years. If it is a manual grinder or CNC, you still have to approach the tool the same way.” However, appropriate software is needed to take advantage of the speed and accuracy of a CNC tool and cutter grinder.
Tool grinding is different than routine turning or milling. “If you look at grinding a cutting tool, you’re using a round wheel to cut on a round part and make flat surfaces,” Grillot said. “It’s a special art.” As a result, tool grinder CNCs and software have followed a separate evolutionary path from that of software that directs other metal-removal methods. “You go to a college and you see all kinds of CNC training, but there is really nothing for tool grinding,” he said.
While the idea of using a CNC machine might intimidate an operator accustomed only to manual tool grinding, an experienced manual operator usually can learn to use software easily because “he knows how the wheels have to approach the tool,” Grillot said. CNC software programs generally feature conversational interfaces. “They ask what’s the flute length and the relief angle, and the operator fills in the numbers,” he said.
According to Grillot, more shops are interested in grinding specials. “If you want to order a deviation from a catalog tooling item, it requires a long time frame [due to the exchange of drawings and files and the need for feedback],” he said, “but on the CNC it doesn’t matter. If you want a special flute length, for example, it’s just another number in the machine and off it goes.”
A shop may still buy tooling new, but will often modify it for a specific application. “You look where the tool is wearing, you make a couple of adjustments, and you have a special cutter just for your shop that provides a new advantage,” he said.
Grillot pointed out that industrywide efforts to reduce tooling inventories prompt shops to seek the ability to make replacement tools immediately, on-site. “As things start to pick back up, a lot of shops are looking to do in-house tool regrinding. For example, a lot of aerospace shops want to control their regrinding,” he said.
Adding Engineering Assistance
Many shops that previously focused exclusively on regrinding now are using CNC machines with advanced software to expand their capabilities, including production of specials, Grillot said, “so they can offer better service to their customers. In many cases, regrind shops are acting as tool engineers for manufacturing companies that have downsized their in-house tool engineering staffs.”

Courtesy of B. Kennedy
Advanced tool grinding software enabled Siem Tool to efficiently grind this tool to combine functions and replace multiple tools, reducing setups and costs.
One shop offering engineering services in addition to traditional toolmaking is Siem Tool Co., Latrobe, Pa. The company makes specialty form cutters, step tools and similar items. “We offer short lead times on complex tooling,” said Jim Gray, vice president of manufacturing. “We have standard product lines that get into some bigger volumes, but the majority is specialty tools.” The shop generally holds tolerances of 0.000 “/-0.002 ” on tools such as endmills, which is “pretty standard in the industry,” Gray said. “But we do have some tools within a tenth, and some tighter.”
Gray said Siem Tool reviews the customer’s application to “see if we can improve the tool or combine multiple tools into one. Although it is simpler to build separate tools, when the customer is looking for cost savings we try to combine cutters.”
Siem Tool employs ANCA, Walter and Star tool grinders, running ANCA, Walter and Numroto software, respectively. “We have different machines and software because we do anything from standards to the most complex form cutters, and we have always updated our machines,” Gray said. “For some cutting tools, one machine makes us more competitive than another.”

Courtesy of B. Kennedy
At specialty toolmaker Siem Tool, Sam Withrow (right), senior operator, and Jim Gray, vice president of manufacturing, view simulation of a tool grinding operation in iGrind software from ANCA.
Gray said tool grinding software evolves continually and “it has come a long way in the last 4 or 5 years.” He said the choice of a particular program is based on timing, as the tool and cutter grinder companies upgrade their machines and software and add capabilities. For example, recent upgrades to ANCA’s iGrind software allow operations that previously were performed in separate programs to be linked in one process. “You don’t have to go back and rework the tool in a different program,” Gray said.
Detailing that upgrade, ANCA President Russell Riddiford explained that grinding step features on a ballnose tool previously required a user “to grind the tool in the ballnose page, then come out of that page and go to a step-tool page to grind the step-tool portion.” Now, software utilizing a Windows-style interface eliminates the need to shift from one program to another. “You actually drag the programs together and build your own file. You can grind a ballnose into a step tool into a profile tool, all in the same program,” he said.
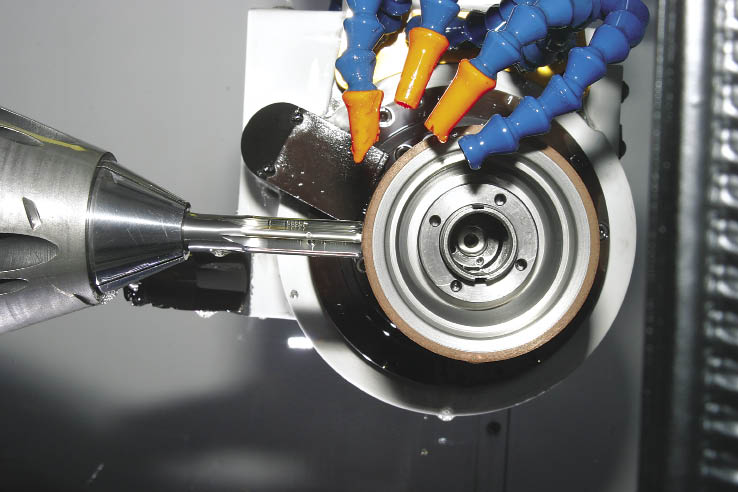
Courtesy of B. Kennedy
A grinding wheel poised at a reamer in an ANCA RX-7 tool grinder at Siem Tool.
Regarding the evolution of grinding software, Riddiford said it “is always developing, a work in progress.” As an example, he cited ANCA’s recent release of the RN30 Toolroom update for iGrind software. The update includes new features such as the AutoQ automatic wheel qualification process, which uses existing machine hardware to accurately ascertain wheel position at low cost, and an automatic white-sticking feature that provides untended, in-process cleaning of superabrasive wheels, which enhances the ability to grind tools unattended.
Simulated Benefits
All of the tool grinding software packages used at Siem Tool simulate the grinding process in 3-D computer model form before grinding an actual tool. Simulation speeds the shop’s throughput by enabling operators to write and test new programs offline while programs created earlier are running. “All of our operators do their own programming, and we reduce downtime by having them go in and simulate their products offline,” Gray said.
Simulation is also a key element of the shop’s custom tool engineering effort. Tool features are based on Siem Tool’s application experience. “We know how our tool geometries will adapt to cutting a certain material,” Gray said. For complex, multiple-element tools, he drafts an initial design. “Then I’ll review it with a senior guy. Next, we start doing the simulation, and we can see what our problems are.” The simulation usually is performed before the final quoting of the tool. “That’s when we figure out what machine we are going to grind it on, what works best, and where we can get a reduction in cost, setup times and run times,” Gray said.
Facilitating Complexity
As end users demand more complex tool geometries, developers of tool grinding software respond with more capable programs. According to Eric Schwarzenbach, president of Rollomatic Inc., Mundelein, Ill., tools with variable helixes and variable flute spacing “are becoming very common to reduce the harmonics in milling.” The uneven spacing prevents development of repetitive vibration that can cause chatter or even break a tool. Variations in flute spacing can be a matter of a few degrees. To create tool grinding programs for these geometries, Rollomatic developed a software platform called VirtualGrind Pro.
Schwarzenbach said the software enables the geometries to be ground in a single pass. “In the past, when you had a different flute spacing, you had to take two cuts per flute to make it different from tooth to tooth.” Performing the process in a single pass reduces grinding time and improves tool cosmetics and performance. When two passes were required to create a flute contour, “you had a blend in the flute, a little step or mark. When you have one pass, the tool looks better and performs better too,” Schwarzenbach said. While a step or blend mark can impede chip flow, producing the contour in a single pass results in a smooth ground surface that promotes chip evacuation, he said.
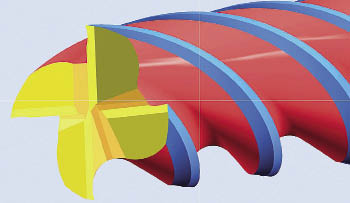
Courtesy of Rollomatic
Variable helixes and flute spacing are employed to reduce harmonics in milling, and uneven spacing prevents development of repetitive vibration that can cause chatter or even break a tool. This variable-helix tool model was created in the VirtualGrind Pro software platform from Rollomatic.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion