The Bedrock of Precision Success
The workholding basics for CNC machining. By Erez Speiser The best CNC machines and cutting tools are only as effective as the workholding system used to secure a workpiece to the table during the machining process. The foundation of successful precision machining begins with the selection of the proper workholding system for the workpiece and machining operation at hand.
The workholding basics for CNC machining.
The best CNC machines and cutting tools are only as effective as the workholding system used to secure a workpiece to the table during the machining process. The foundation of successful precision machining begins with the selection of the proper workholding system for the workpiece and machining operation at hand. Without a robust foundation, precision is impossible. If a workpiece moves, vibrates, or is positioned inaccurately, the entire operation is compromised.
For professional machine shops, workholding is more than just “holding a part.” It is a strategic engineering decision that directly impacts part quality and setup time. Whether you are running a three-axis vertical machining center, or a high-end five-axis cell, understanding the spectrum of workholding solutions is essential for maintaining a competitive edge.
The Basics
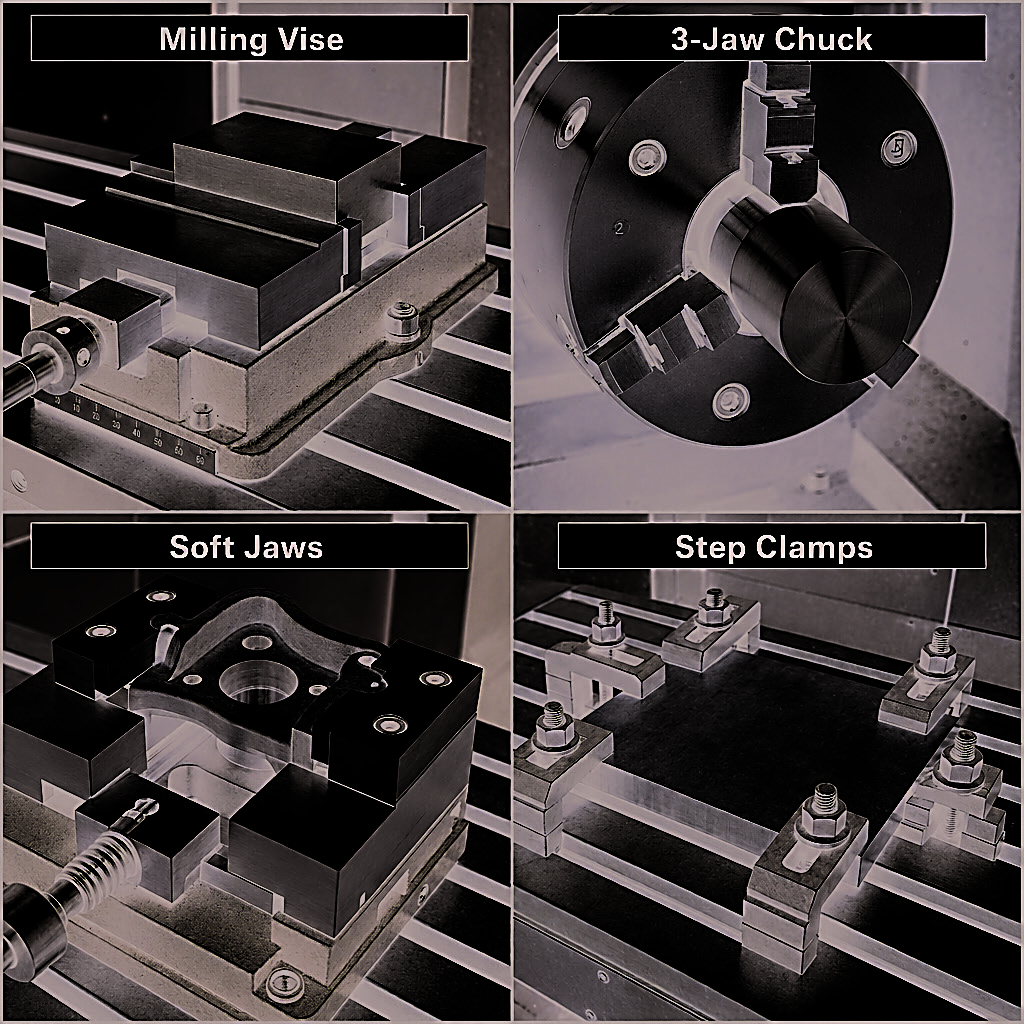
For most prismatic (block-shaped) parts, the milling vise remains the industry workhorse. Its popularity comes from its simplicity and strength. However, it requires a part to have at least two parallel sides. To achieve precision and gripping force with a vise, the workpiece should have adequate flatness and parallelism. The vise should also be precisely aligned with the machine axis.
When parts have an are irregular contour, soft jaws typically made from aluminum or plastic can be machined to match the exact profile of a workpiece. The soft material ensures that the grip on finished surfaces does not damage the part.
For cylindrical workpieces, a three-jaw chuck or a collet chuck will provide a simple and effective solution.
When a workpiece exceeds the physical capacity of a standard vise or features a complex geometry, step clamps (and their cousins, toe clamps) become essential because they secure the material directly to the machine’s table via T-slots. Though very flexible, this method has some drawbacks. Setup takes longer and repeatability is lower when changing workpieces compared to modular or zero-point workholding systems. Clamps also demand greater skill and experience from a machinist.
Advanced Workholding
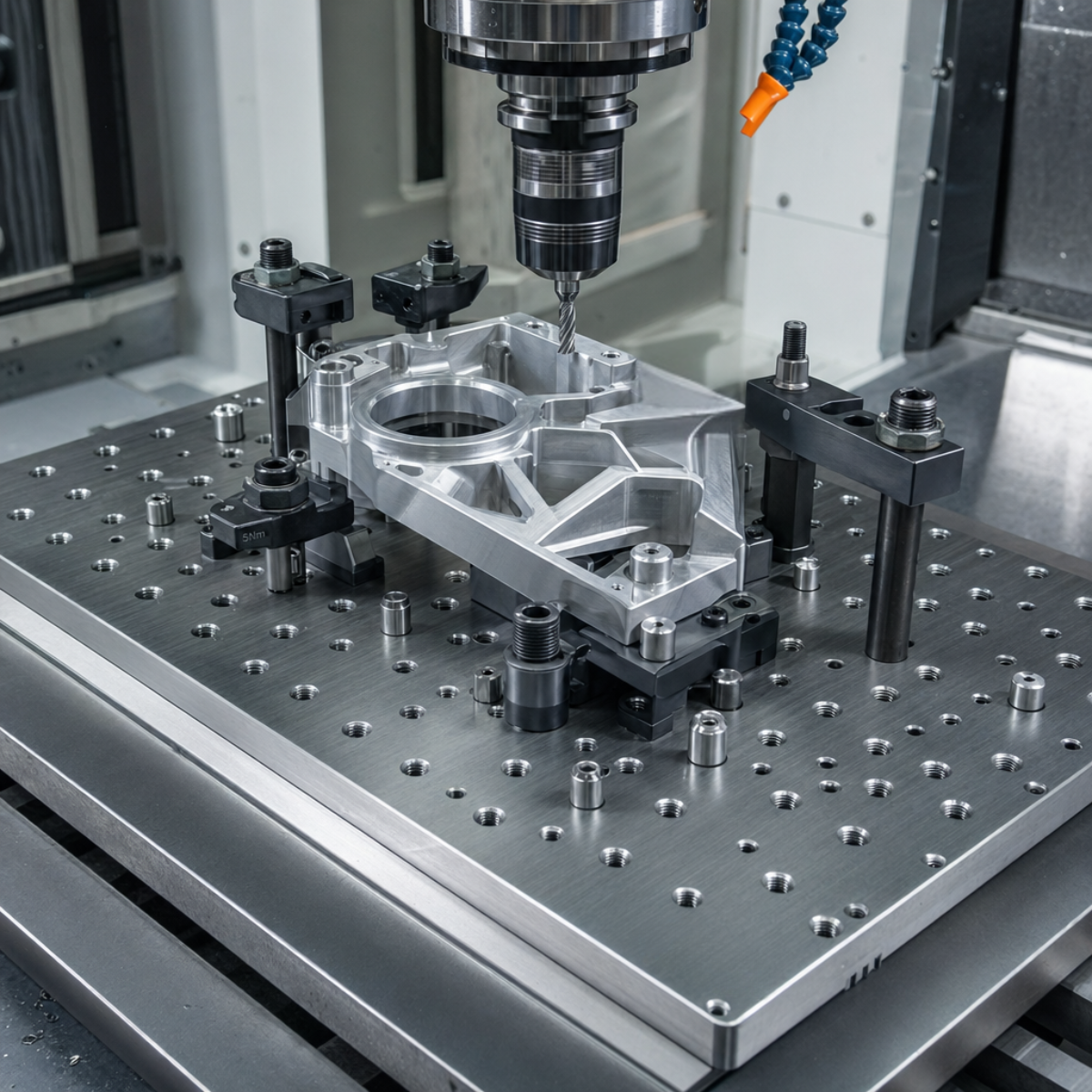
As shops move from one-off jobs to medium-volume production, setup time becomes a profit killer. This is where fixture sub-plates (tooling plates) and modular fixturing come into play. These plates feature a precise grid of holes for dowel pins and fasteners, enabling high repeatability and lots of flexibility.
The easiest and fastest way to clamp parts with high repeatability is by using a zero-point clamping system. These systems use a special plate with a precision “quick-change” mechanism attached to the machine’s table, paired with a matching vise or other fixture. A workpiece can be taken out for measurement and returned instantly to the exact same location. Alternatively, you can use a second zero-point clamp to change workpieces quickly and accurately.
A zero-point clamping system offers the easiest and fastest way to clamp parts with high repeatability because fixtures can be swapped in seconds, positional accuracy is typically guaranteed to within 0.2" and spindle downtime is virtually eliminated. Machinists can prepare the next job on a separate pallet while the machine is running.
These systems use a special plate with a precision “quick-change” mechanism attached to the machine’s table, paired with a matching vise or other fixture. A workpiece can be taken out for measurement and returned instantly to the exact same location. Alternatively, you can use a second zero-point clamp to change workpieces quickly and accurately.
The 5-Axis Challenge
Five-axis machining introduces additional workholding challenges. Because the machine head or table tilts and rotates, a workholding system must be compact enough to avoid tool collisions while providing maximum access to all five sides of the part.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.





MFGAxis Discussion