Aluminum Alloy Growth Reflects Expanding Applications
New aluminum alloys can pose machining challenges, but they can be mastered with sound cutting strategies.

The difference between 75 and 531 speaks volumes about the development of aluminum alloys and the growing array of products made of those workpiece materials. When the Aluminum Association began managing the aluminum alloy designation system in 1954, the list of alloys included 75 unique chemical compositions. The list now includes 531 registered alloys and counting.
“We continue to see five to 10 alloys registered each year,” said John Weritz, vice president of standards and technology for the association, which manages the registration process as an ANSI-accredited standards-setting body in collaboration with its member-companies.
He added that most new aluminum alloys are in the 2000, 6000 and 7000 series. These heat-treatable alloys have a relatively high strength while retaining aluminum’s lightweight properties and are popular in aerospace and automotive applications.
Manufacturers also use the highly reflective, oxidation-resistant metal in a host of other applications, from sporting goods to jewelry. For example, Matt Meenan, director of communications for the Aluminum Association, pointed out that the casing of Apple’s new watch is made of a 7000 series alloy. “In the tech industry, it’s a relatively small amount of metal but it’s a great showcase for the attractive, corrosion resistant and lightweight properties of aluminum,” he said.
For an alloy to be considered aluminum, the majority of the metal must be aluminum, with other elements added to enhance its physical properties—often to increase the metal’s strength. Alloying elements can include iron, silicon, copper, magnesium, manganese, titanium, zirconium and zinc at levels that, when combined, may make up as much as 15 percent of the alloy by weight, the association stated.
Also, lithium has emerged as an element for producing lightweight yet strong alloys. Weritz explained that NASA incorporated the newer-generation aluminum-lithium alloys to reduce the weight of the Space Shuttle’s external fuel tank by 7,000 lbs. (3,175 kg), and this weight reduction was a critical design element that helped enable the construction of the International Space Station.
One producer of these alloys is Constellium, based in The Netherlands. Its Airware brand aluminum-lithium alloys are primarily for aerospace applications. For example, Airware 2050 is extensively machined to produce wing ribs for the Airbus A350 airplane, noted Michael Niedzinski, director of standardization, aerospace transportation for Constellium, who is based in Hoffman Estates, Ill. He added that aluminum-lithium alloys provide high strength and resist crack propagation, enabling manufacturers to produce parts with thinner walls and other features to significantly reduce component weight.
Niedzinski noted about 99 percent of these alloys contain 1 to 1.75 percent lithium, with most hugging the bottom of that range, along with a cocktail of eight to 10 alloying elements.
When determining the existence of a new alloy, the Aluminum Association’s Weritz said a minor chemical composition alteration would indicate a variation of an existing alloy and would be designated as something similar. “If it’s more than a mild tweak, we would give it a brand-new alloy designation.”

Millstar offers a new line of indexable-insert cutters for milling aluminum. Image courtesy Millstar.
For instance, aluminum producers developed, in the last decade, the aluminum-lithium alloys 2295 and 2395, which are derivatives of the older 2195, Niedzinski said. “I expect that aluminum companies will continue to develop new products for new applications or come up with new solutions.”
Nonetheless, that development work can’t just take place in an R&D lab. For the association to register an alloy as new, it must first be produced and sold in commercial quantities, Weritz said. The definition of commercial quantity, however, is a gray area, because it depends on the product form. “Commercial quantity could be anything from a few thousand pounds to a few million pounds,” he added.
Although the influx of new alloys might seem daunting for part manufacturers, the newer registrations have primarily been for teal sheets and wrought chemical compositions to enhance formability, and the cast compositions that are machined haven’t seen developments as significant, according to Weritz. “If you have experience machining one 6000 series alloy, I doubt you’ll see a massive change when machining a different 6000 series alloy.”
If it Ain’t Broke …
Therefore, the tried-and-true aluminum alloys continue to do the job for multiple applications, and toolmakers have enhanced their offerings to more effectively machine a metal that’s generally considered easy to cut. One such offering is a new line of indexable-insert cutters for milling aluminum from Millstar, Orion Township, Mich. Vice President Ron Field said one industry the cutting tools are targeting is moldmaking, which has seen an increase in the production of 6061 and 7075 aluminum plastic-injection molds. An aluminum mold won’t last as long as a steel one, but it’s easier and cheaper to machine and offers better heat conductivity for water lines, so the molded parts cool quickly and cycle times can be reduced.
“An aluminum mold is not going to run millions of parts like some of the steel ones will,” Field said, “but if it’s producing enough parts, the end user is happy.”
He explained that the Millstar endmills and shell mills for cutting aluminum are made with a fine-grain carbide with a low cobalt content so the substrate provides enhanced hardness and wear resistance. Also, the flutes are polished to make them as slippery as possible and minimize aluminum’s tendency to stick to their surfaces, while an upsharp chipbreaker improves chip flow.
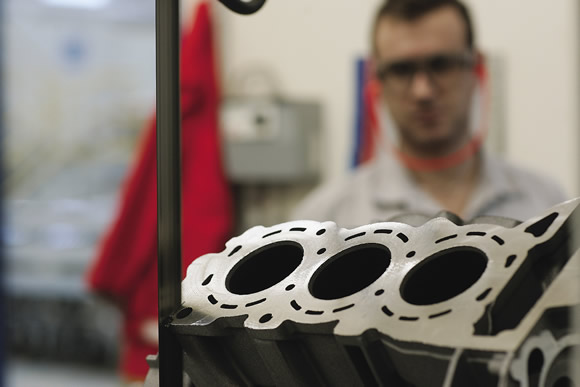
Automotive applications, such as this V6 engine block, are a main mover for the development of new aluminum alloys. Image courtesy Hydro.
To efficiently cut aluminum with the tools, Field recommends a spindle speed of at least 10,000 rpm and high-pressure, through-spindle coolant. However, the tools are also effective when dry machining. For instance, in a demonstration of a Millstar shell mill cutting 6061 aluminum on a Hurco VMX42HSi milling machine without coolant, the tool ran at 18,000 rpm, a feed rate of 1,134 ipm (28.8 m/min.), a DOC of 0.05 ” (1.27mm) and a step-over of 1.75 ” (44.45mm).
According to Field, the indexable inserts not only make quick work of roughing and finishing aluminum, they last a long time while doing it. “I have a customer who has been using the same insert for 24 hours a day, 7 days a week for probably 3 months,” he said, noting the application is in 6061 aluminum, which is easy to machine.
Resisting Abrasion
Other aluminum alloys are not as easy to cut. Although a large, high-volume manufacturer might fine-tune its assortment of cutting tool grades for a specific chemical composition, a small to medium-size machine shop simply wants to know the silicon content, noted Don Graham, manager of education and technical services for Seco Tools LLC, Troy, Mich. “If it’s more than 6 percent, they want to know how much more,” he said, noting a content that’s considered high starts there. “Then they begin to think diamond tools and diamond coatings.”
This is because while high silicon content enhances a part’s abrasion resistance, it also makes the workpiece material more difficult to machine by increasing the abrasiveness, he explained. HSS and carbide cutters can experience short tool life when cutting an abrasive aluminum alloy, whereas diamond, whether in the form of a PCD tool or a CVD diamond coating, has the high hardness to handle high silicon content.
Robert Quinn, machine shop manager for LA Aluminum Casting Co., Hayden, Idaho, concurred that machining aluminum alloys with high silicon content, such as 359.0 with 9 percent silicon, is hard on cutting tools.
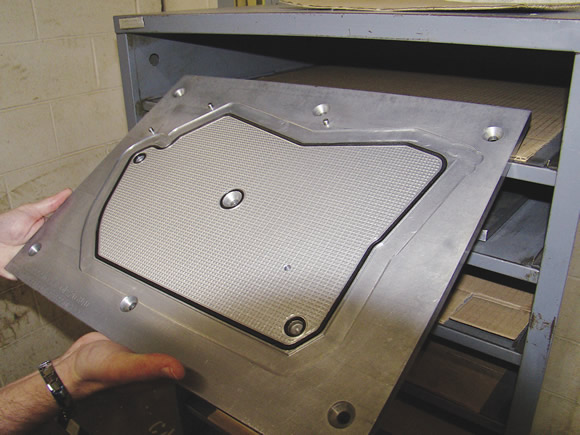
An aluminum top plate for a vacuum fixtures at AT Precision accommodates a specific part shape. Image courtesy A. Richter.
At LA Aluminum, a permanent mold aluminum foundry, castings go from the heat-treat process to the machine shop. Quinn noted the shop generally roughs castings with carbide tools that cost $20 to $25 each and finishes them with PCD tools that cost more than $100 each but last 10 times as long as carbide cutters and provide freer cutting. “PCD for the finish cut naturally gives a better finish,” he said.
Quinn added that although a part might have a 32-rms finish specification, the shop frequently imparts a finish as fine as 16 rms when applying a PCD tool. “We’re exceeding what we need to do but do it to hold the tolerance,” he said.
According to Graham, diamond is also effective when machining aluminum alloys that form hard particles in their structure during heat treatment. This structure provides hardness and strength but decreases machinability, a major consideration, for example, when turning the vast majority of a workpiece into chips to reduce component weight and relieve internal stress.
“Those materials are favored by the aerospace industry, which talks a lot about the buy-to-fly ratio,” he said. “A lot of aluminum gets machined and, therefore, you would like a tool that lasts a long time, and that means diamond.”
However, not all diamond is the same. A cutting tool comprised of fine-grain diamond imparts a finer surface finish and exhibits more edge toughness than one coated with coarse-grain diamond, which enhances abrasion resistance and extends tool life, Graham pointed out.
While the particles that form during heat treatment can be harder than carbide and abrade cutting edges, according to Graham, the overall hardened workpiece can still be efficiently machined with standard high-performance cutting tools and does not require grinding because it does not have a high tensile strength. The maximum tensile strength is around 60,000 psi for a high-strength aluminum alloy, while a soft steel has an equivalent tensile strength, he added.
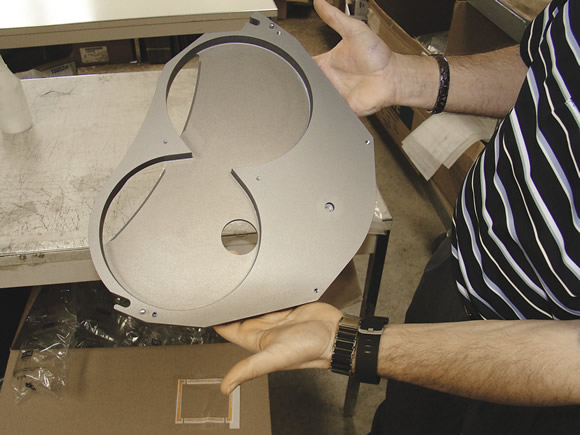
After machining, this feeder pan produced at AT Precision was anodized with Teflon. Image courtesy A. Richter.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.




MFGAxis Discussion