Material Matters: Reducing Carbide Use as Tungsten Prices Rise
As the cost of tungsten rapidly rises, cutting tool manufacturers focus on developing inserts that reduce carbide consumption while boosting productivity. By Alan Richter Like so many other commodities, the price of tungsten ammonium paratungstate (APT), which is used to make carbide cutting tools, has moved in only one direction: up — way up.
As the cost of tungsten rapidly rises, cutting tool manufacturers focus on developing inserts that reduce carbide consumption while boosting productivity.
Like so many other commodities, the price of tungsten ammonium paratungstate (APT), which is used to make carbide cutting tools, has moved in only one direction: up — way up. According to tungstenprices.com, the price is about $3,150 per metric ton, an increase of 550% in the past 14 months, primarily the result of China’s export controls that have created a significant supply bottleneck.
Policy changes related to production levels, export control, environmental impact and mining regulations have impacted material costs related to carbide, including indexable inserts, said Mike Dieken, milling product manager for Ingersoll Cutting Tools Co. in Rockford, Illinois.
The toolmaker states that the cutting tool industry is undergoing a very difficult and dynamic situation compared with the past in which tungsten prices have risen far beyond normal market levels, and indications exist that these elevated material costs may persist or even continue increasing. As a result, carbide tools can no longer be viewed as an ordinary and disposable commodity.
Based on current market observations, price increases of around 10 to 15% for cutting tools used in machining serve as a rough orientation, according to Ceratizit USA LLC in Charlotte, North Carolina. Depending on the product group and delivery model, additional surcharges of 60 to 80% may also apply. What is particularly striking is the frequency: due to high volatility, new announcements of price increases are coming in almost daily.

“The current surge stems primarily from the raw materials side — and there, the bottleneck is tungsten,” said Andreas Lackner, spokesperson for the executive board of Ceratizit, a company within the Plansee Group, the largest tungsten supplier outside of China. “About 65% of the tungsten processed worldwide is used for carbide tools.”
The key driver behind the price increases is therefore the situation in the tungsten market, and an important indicator here is the APT. “For us, APT is something like the water level in the commodities market. When it rises sharply, that eventually, with a delay, reaches carbide tools,” Lackner said.
‘The current surge stems primarily from the raw materials side — and there, the bottleneck is tungsten.’
Ceratizit reports that the origins of the tungsten shortage and the price increase are geopolitical in nature: China produces over 80% of the world’s tungsten and exercises control over the availability of this strategic metal through exports and export restrictions. At the same time, China has been a net importer of tungsten since 2025, as mines close and domestic consumption rises. For Western supply chains, this situation means that the shortage is intensifying, which in turn means less predictability regarding availability, lead times and pricing.
Competition for the limited supply of tungsten products is also fierce, as this industrial key raw material is needed almost everywhere, according to Ceratizit. In addition to the entire manufacturing industry, the semiconductor and electronics, medical and aerospace industries require tungsten. The defense industry is also increasing its demand and building up strategic reserves in response to current conflicts.
Because the most significant cost savings that an end user can experience is through boosting productivity, that is the best path to take to be competitive, Dieken said. “The price of the time on a machine to make a part costs way more than the cost of the cutting tool itself, and so if you can make your production go faster, you are going have a higher price percentage of cost efficiency in the long run.”
‘The price of the time on a machine to make a part costs way more than the cost of the cutting tool itself, and so if you can make your production go faster, you are going have a higher price percentage of cost efficiency in the long run.’
He added that it is easy to believe that buying the lowest cost insert will provide cost savings, but that is not going to provide the cost control that is needed to be competitive. To enhance throughput and, therefore, reduce costs, Ingersoll offers the SFeedUp Campaign with 34 products, including ones for milling, holemaking, turning and grooving, to reportedly achieve higher feeds and speeds and followed that with the WinSFeed Campaign with 27 additional products plus eight product expansions. “Ingersoll is devoted to creating new coatings, new substrates and using geometry in order to help make production go faster. That is what we’re all about.”
Milling Cast Iron
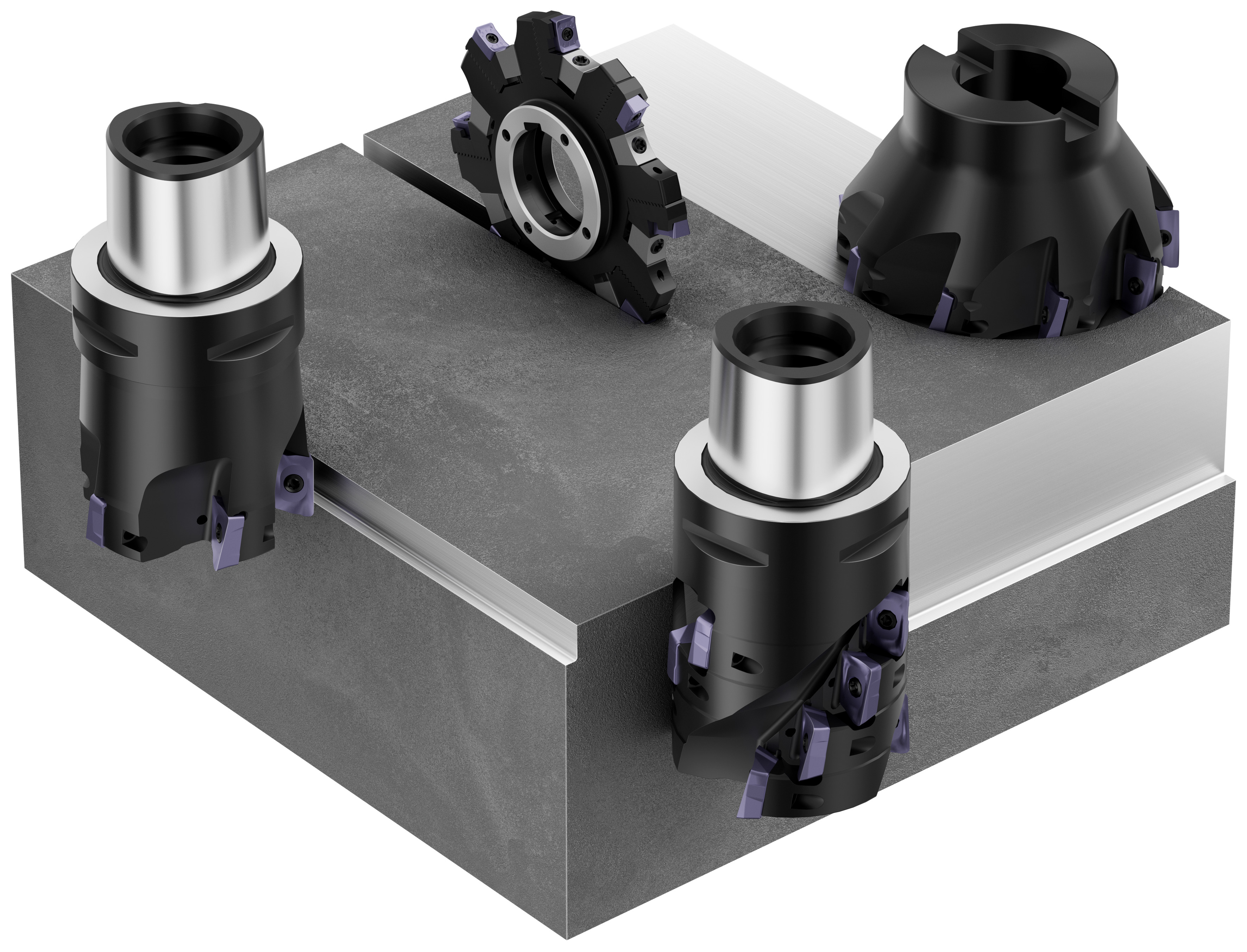
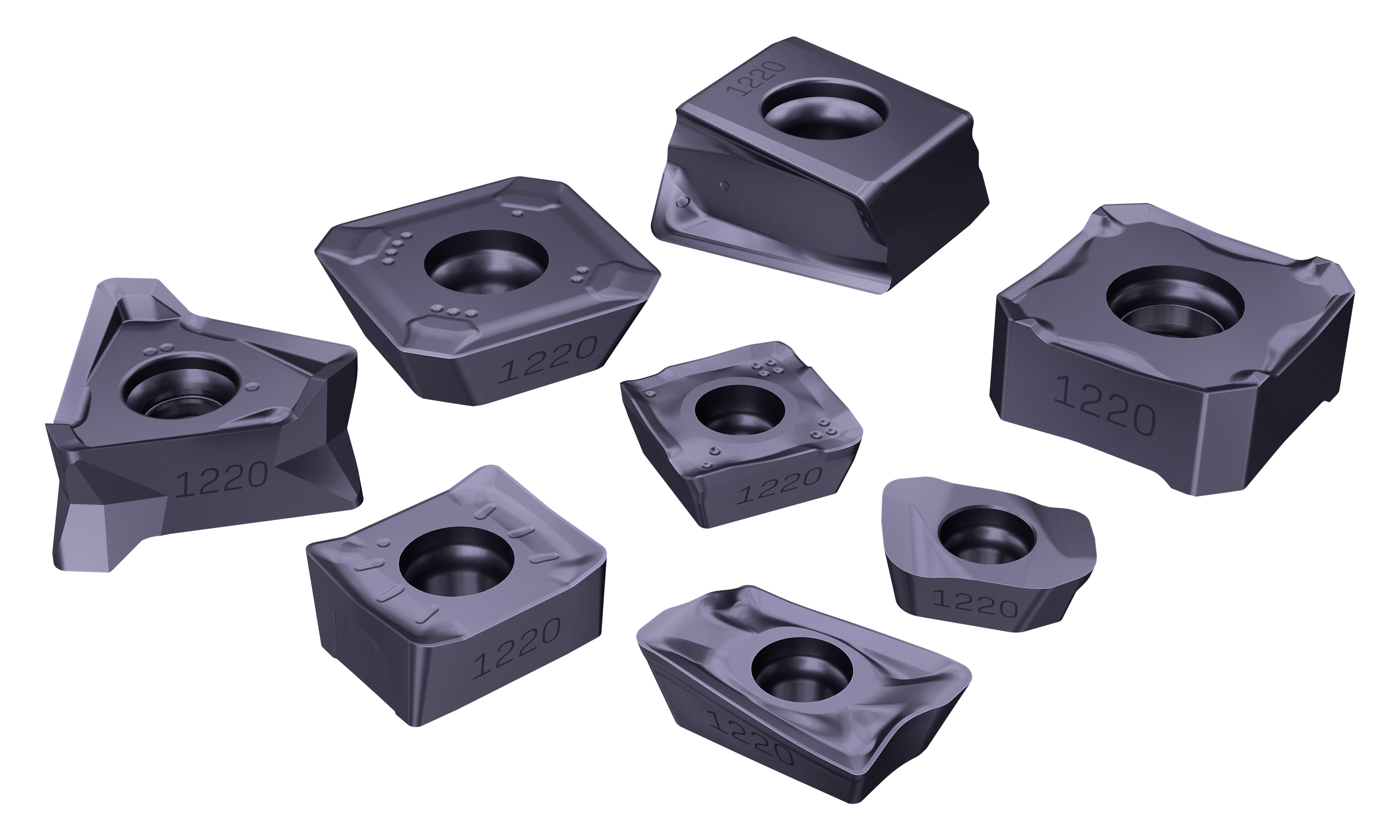
To boost throughput when milling cast iron, Sandvik Coromant Co. in Mebane, North Carolina, introduced the GC1220 indexable insert milling grade for light roughing to finishing cast iron. The grade is available in multiple geometries for dry milling and wet milling. Martin Hobbs, product specialist for holemaking and indexable milling tools, said because milling cast iron produces a lot of dust, many customers prefer running with coolant to help control the dust, especially when automation is involved. “They need to keep the chips off of the component when robots are going in and picking up and handling parts.”
In addition, GC1220 inserts are available with E, or ground, inserts and M, or pressed, inserts, as well as S, L, M and H geometries for sharp, light, medium and heavy. He added that a number determines the edge prep, with a lower number being sharper and a higher number being a heavier edge prep. A light hone is suitable for finishing applications and damping when there is a tendency for vibration and harmonics.
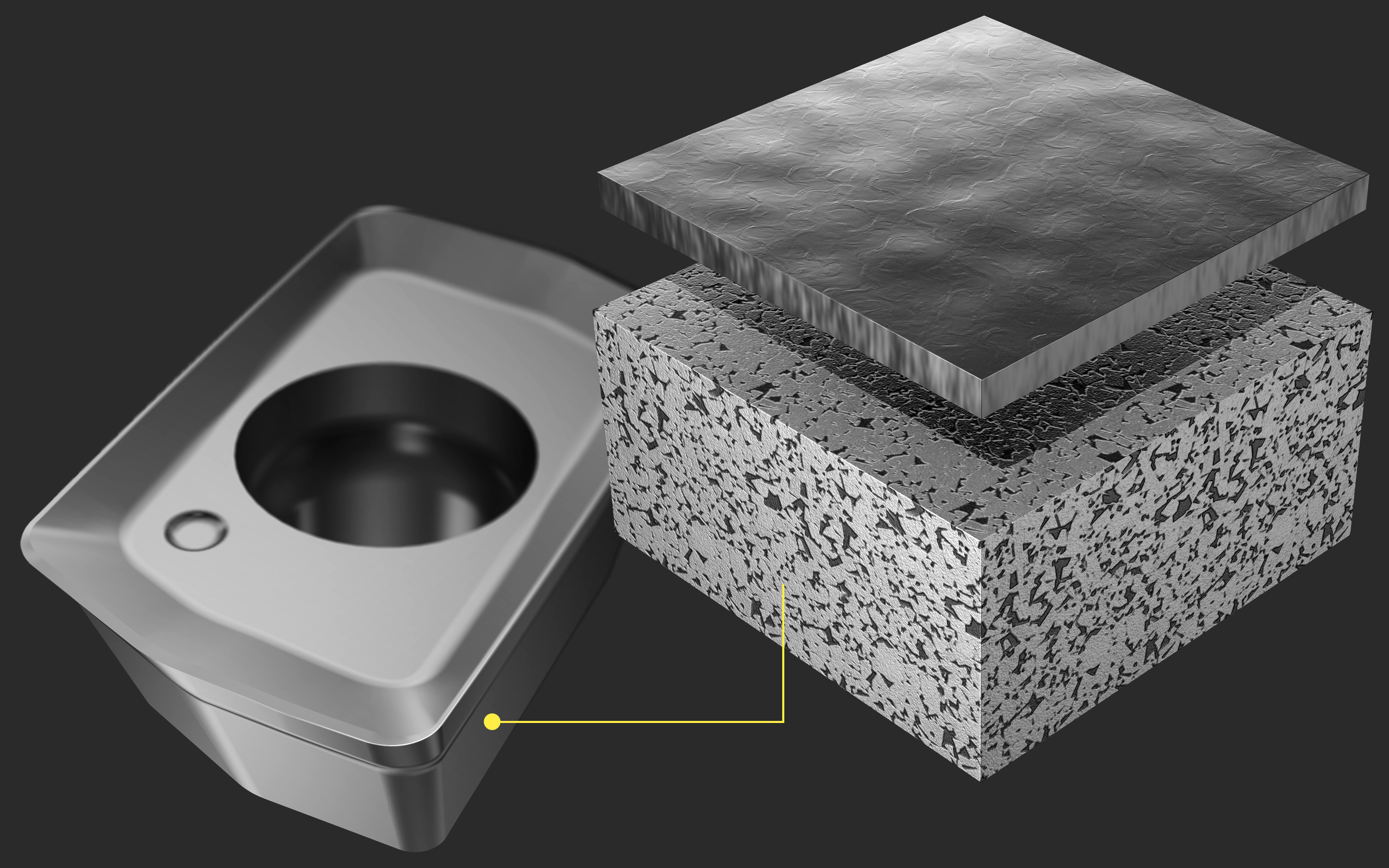
The GC1220 coated inserts have a multilayer with two different layers to provide twice the strength, Hobbs explained. “What’s unique about these coatings is the way that we use Zertivo technology to stand the atoms of these coatings on end, side by side and compressed tightly together in alignment with one another. They’re stacked together like the fibers of wood would be a board and in doing so it gives us much better predictability in tool life, extends tool life and gives us better wear resistance.”
Depending on the workpiece material, the toolmaker offers uncoated variations. For example, an uncoated insert might be appropriate for milling gray cast iron, which generates powdery, fine chips, he noted. Because it is easier to cut than other types of cast iron, an insert for milling gray cast iron doesn’t require much in the way of geometric features. “We don’t necessarily need chipbreakers as much for gray cast, and flat top geometries can be very advantageous.”
Geometries are helpful, however, when milling the other varieties, Hobbs added, with gray followed by nodular with its compacted graphite nodules and then austempered, depending on the temperament. “And if we get into chilled white irons when we’re talking north of 60 Rockwell, it becomes even more difficult for us to cut those types of materials.”
Suppressing With Pressing
Because end users require a high level of security, productivity, edge-line quality, surface finish, tool life and machining stability when grooving and parting, Sandvik Coromant developed a new pressing technology for the CoroCut 2 grooving and parting platform called FlashLight to produce inserts with a consistent and high edge line quality because even small variations at the cutting edge can lead to problems, said Kyle Bisson, turning product specialist. Burr reduction can be one benefit in certain applications.
“From a parting and grooving standpoint, the key point is that CoroCut 2 offers application-specific geometries, and FlashLight technology improves edge-line quality and consistency,” he noted. “Those factors can help improve chip control, process security and surface finish.”
FlashLight reduces edge-line variation associated with flash from the press process and improves edge-line quality and consistency, Bisson explained. The technology enables a pressed insert to get close to the performance of a ground insert without the added cost, while the company continues to offer ground inserts when needed.
He said the inserts are also available with four newer geometries: RO, CF, CS and CR. RO is a ground, high-precision profiling option with a full radius for stainless steel and superalloys. “It’s a very sharp, positive geometry, which makes it ideal for materials that are tougher to machine and prone to workhardening.”
CF has a positive geometry for parting off at low to medium feed rates that is suitable for a range of materials, the ground CS geometry minimizes pips and burrs when parting off, especially when cutting stainless steel and steel, and CR has a strong, robust edge for when additional stability is needed, such as at heavier feeds or when the setup stability is less than optimal.
Recycling as a Counterstrategy
Sustainability is important to Sandvik Coromant, according to Hobbs, so the toolmaker has established a facility to break down the carbide in used tools from any manufacturer and recycle it into high-quality raw material for new tools, while reducing the need for virgin raw materials and lowering the environmental impact.
He added that the toolmaker’s “very strong recycling program” helps reduce the price of cutting tools.
Ceratizit reports that recycling is gaining traction. “The potential impact is significant because suitable processes exist and tungsten is technically easy to recover within the circular economy. Nevertheless, around 70% of the tungsten used worldwide does not enter the recycling stream,” Lackner explained. “In the U.S., there is an additional problem: large quantities of tungsten scrap are sold to other countries and flow out of the market. While this may seem attractive in the short term, it weakens the raw material base and security of supply in the long run.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
June/July 2026
QR codes and videos from this issue
Print QR codes, video callouts, and in-magazine links for this article now point to the CTE video hub in the HTML version.





MFGAxis Discussion