

Reamer rundown: Drilling Performance
If you want better holes than a drill can provide, you're probably in the market for a reamer, a rotary cutting tool used to enlarge and accurately finish holes made by other means.
If you want better holes than a drill can provide, you’re probably in the market for a reamer, a rotary cutting tool used to enlarge and accurately finish holes made by other means. Before beginning the search for a reamer, however, shops should become knowledgeable in certain areas, such as available options, the information needed by potential suppliers and recent developments that might meet needs better than conventional alternatives.
In some situations, it even can pay to take a step back and find out whether a reamer is necessary for a holemaking application.
“Sometimes, the first thing we look at is whether we can hold (the tolerance) the customer wants with a drilling operation,” said Craig Ewing, national drilling product specialist at Iscar Metals Inc. in Arlington, Texas. “If the tolerance is not too tight, there are a lot of things that can be done in the drilling process that will often produce an accurate hole.”
He said drilling can hold tolerances now that in the past could be achieved only by reaming.
“With the old high-speed drilling, you were lucky to get an IT10 tolerance,” Ewing said. “But today, we will typically drill from an IT8 to an IT9 tolerance. If you want to go tighter than IT8, you need to go to reaming,” which easily can attain an IT7 tolerance and in some cases may reach IT5.
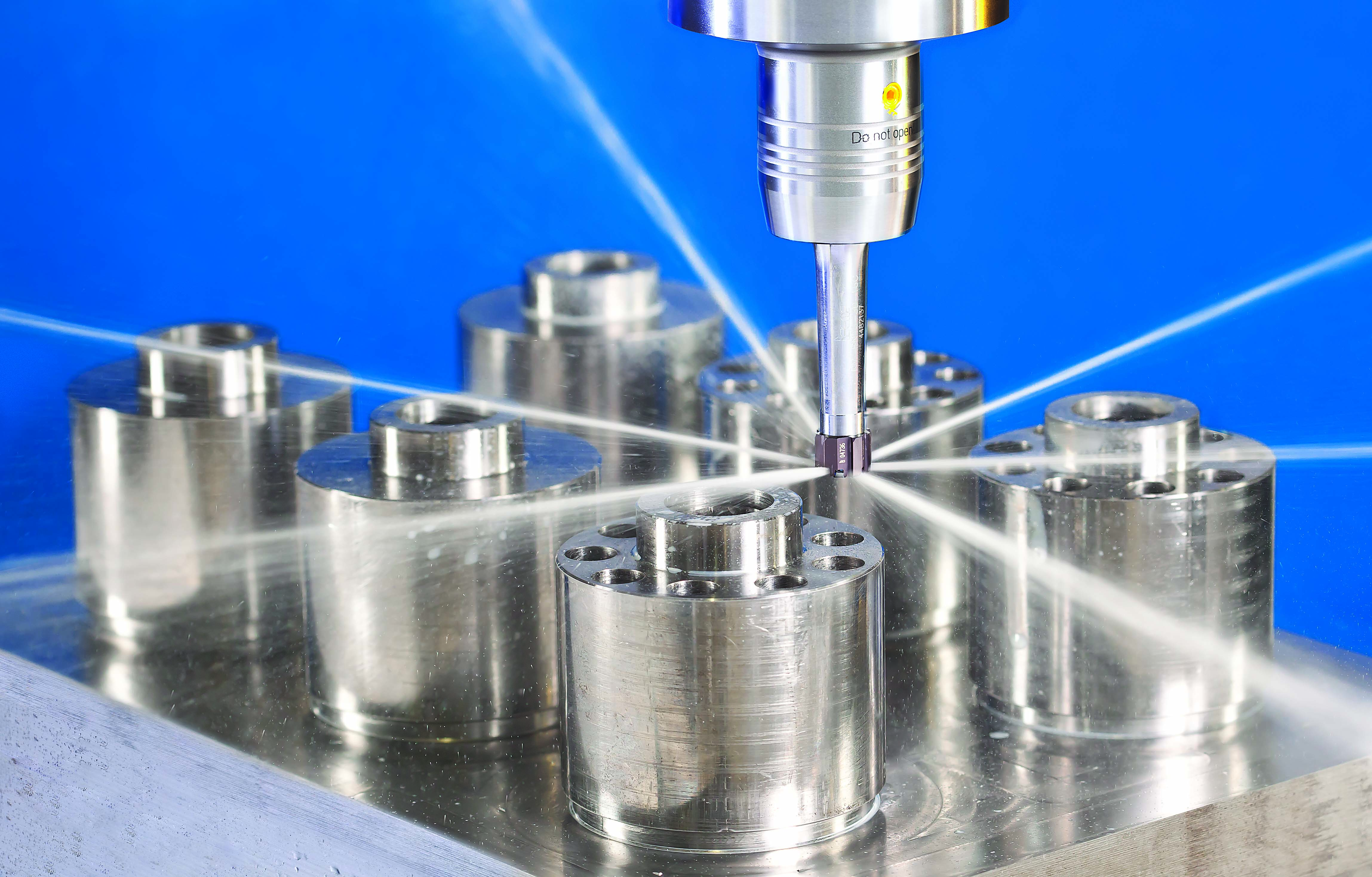
Bayo T-Ream offers interchangeable solid-carbide heads for high-speed reaming applications. A through-the-tool coolant system delivers lubrication directly to each cutting edge. Image courtesy of Iscar Metals
Basic Considerations
If reaming is necessary after all, he said a solid-carbide reamer usually can handle small-to-medium-size production runs. For higher-volume production, he recommends something like Iscar Metals’ Bayo T-Ream, a multiflute reamer consisting of a solid-carbide head mounted to a steel shank. Covering a range from 11.5 mm to 32 mm (0.453″ to 1.26″) in diameter, Bayo T-Ream offers the speeds of carbide rather than high-speed steel, he said, as well as good repeatability when the head is replaced.
“For medium-to-high-(volume) production runs,” Ewing said, “you get very fast metal removal rates for the reaming operation and also a very high-quality hole in many instances.”
In addition to the choice of material, the performance of a reamer depends on its number of flutes.
“We want to use as many flutes as possible because that helps with the finish,” said John Kiiffner, Northeast director of sales at GWS Tool Group in Tavares, Florida. “The more surface contact we have when reaming, the better.”
The number of flutes that a reamer can accommodate is based on its diameter. For example, he said GWS Tool Group might be able to put up to three flutes on a 2 mm (0.079″) dia. reamer, but the number could go up to 11 on a 20 mm (0.787″) dia. reamer. He said it’s typically a good practice to put an odd number of flutes on a reamer because this reduces its tendency to lobe a hole.
“With an odd number of flutes,” Kiiffner said, “you get a more precise round hole than if you use an even number.”
Another factor that impacts reamer performance is edge preparation. Ewing said edge prep encompasses the grinding and honing of the cutting edge, the coating used and the lead angle of the reamer. Iscar Metals uses a number of different edge preps for its reamers, depending on the material being cut. Its standard edge prep is a general-purpose one that works for many materials. Normally, however, he said stainless steels and high-temperature alloys require reamers with a special edge prep.
Many times, customers come to GWS Tool Group with tolerances that can’t be achieved even with reaming. In these cases, Kiiffner said, the reamed parts are heat-treated and then put through a honing process to further tighten hole tolerances. To save on the honing process, which is long and expensive, he recommends the use of reaming tools and operations that get holes as close to the application requirements as possible.
Standard or Custom?
One of the most important decisions that shops in the market for a reamer must make is whether to opt for an off-the-shelf or a custom-made tool.
“We do not have any on-the-shelf, standardized product,” said Jamie Dunneback, round tool sales manager at Star Cutter Co. in Farmington Hills, Michigan. “Everything is custom-built to the customer’s requirements and uniquely designed to optimize their process.”
Of course, it takes some time to get a custom-made reamer. While a shop probably can obtain an off-the-shelf reamer in a day or two in many cases, he said the lead time for a custom reamer is roughly six to eight weeks.

A replacement for chucking reamers, PAC reamers are designed to ensure straightness regardless of the pre-drilled hole while maintaining hole size and finish. Image courtesy of GWS Tool Group
In addition, custom reamers cost more than off-the-shelf options. But Dunneback said custom tools are more economical in the long run.
“Generally, because our tools are custom-built and we apply the proper coatings based on the materials used, they will (provide) more linear distance of cut than a standard reamer,” he said. “So they should be less expensive (overall) but with a little higher upfront cost.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
September 2021





