Keeping track of micro parts
Traceability from start to finish is essential for mission-critical components, such as ones machined for medical and aerospace applications. And when parts are small, microengraving tools frequently are needed to permanently create serial numbers and letters.
Traceability from start to finish is essential for mission-critical components, such as ones machined for medical and aerospace applications. And when parts are small, microengraving tools frequently are needed to permanently create serial numbers and letters.
“Anything that needs traceability, they will put an engraving on it,” said Solution Sales Manager Kevin Jackson of Kyocera Precision Tools Inc. in Hendersonville, North Carolina. “Almost everyone I know of is using engraving for serial numbers.”
For micromachining, the toolmaker offers three series of solid-carbide engraving tools: EGR, HR (half-round) and SPD, or spade. Although the spade tools are suitable for engraving, especially the version with a 30° included angle, they are designed primarily for spotting and chamfering, he explained, adding that they see limited use.

Kyocera Precision Tools offers solid-carbide spade, half-round and two-flute engraving tools. Image courtesy of Kyocera Precision Tools
However, that’s not the case for the other two series, Jackson said. The two-flute EGR engravers have a 1.27 mm (0.05″) diameter, have a V-shaped bottom and are available with a 30°, 60° or 90° included angle while the single-flute HR tools have a flat at the end as small as 0.127 mm (0.005″) to produce a letter height up to 1.59 mm (0.0625″).
Having a two-flute tool is often an attractive option when microengraving, particularly when it is run on a machine tool with limited rpm.
“The EGR is one of our bigger sellers because it’s a two-flute,” Jackson said. “If you are OK with a V bottom on your lettering or engraving, you will be able to feed it twice as fast.”
On the flip side, he said the flat on the bottom of a half-round tool produces a more pronounced, aesthetically pleasing engraving than a tool with a sharp point does.
“I used to work in a machine shop,” Jackson said, “and most (of) the time we used the half-round with the flat because it looks better when painted.”
Spirits of Ancient Egypt
BIG KAISER Precision Tooling Inc. is another manufacturer of microengraving tools. The Hoffman Estates, Illinois-based company offers Sphinx single-flute engraving mills with a flat or radius tip. The flat-tip tools have a diameter range from 0.02 mm to 0.15 mm (0.0008″ to 0.0059″) and are available with a point angle of 30°, 40°, 50°, 60° or 90°. The other style is available with a radius range from 0.04 mm to 0.1 mm (0.0016″ to 0.0039″) and the same selection of point angles.
The tools are targeted at machining environments that require a high level of precision, said Sphinx Product Manager Cory Cetkovic.
“With regards to engraving, it’s important to use a precision tool because they are used in production and prototype applications to create logos or informative markings on a workpiece, and those are used for visual recognition,” he said. “So it’s important to maintain a high level of consistency and minimize variations from part to part.”
End users frequently engrave with a ballnose or another type of endmill, but even tiny ones won’t necessarily achieve the required result when the engraving is difficult if not impossible to see clearly with the naked eye.

This EGR series engraving tool (bottom) and split-point engraving tool (top) are from Kyocera Precision Tools. Image courtesy of Kyocera Precision Tools
“The challenge with a precision tool like this is finding the applications where someone simply can’t do it with a conventional tool,” Cetkovic said. “If you’re producing a workpiece that ends up in the human body and you need to engrave it with your company’s name or a serial number, that’s where a tool like this is critical because you can create a very consistent but very small feature on the workpiece.”
National Sales Manager Todd White of Scientific Cutting Tools Inc. concurred. He said a microengraver with a flat at the bottom, for example, provides better engraving definition than a ballnose endmill, which generates a radius form in the workpiece.
“It might not stick out as well,” he said about an engraving made with an endmill.
The Simi Valley, California, tool manufacturer offers single-flute engraving tools with tip diameters from 0.127 mm to 0.381 mm (0.015″) and included angles of 30°, 40°, 60°, 90° and 120°.
Slick and Sharp
To minimize the amount of workpiece material that sticks to a tool, White pointed out that SCT provides a polished finish on the face of its engravers.
In addition, cutting edges must be sharp to create a clearly visible, consistent engraving. That is generally not an issue for uncoated engraving tools but can be for coated tools if the appropriate coating technology isn’t employed.
“In the old days, the coatings were pretty thick because they were CVD coatings,” White said. “Now, the modern PVD coating is thin: 1 to 2 μm (0.00004″ to 0.00008″). You can put it on a really sharp tool and still keep a sharp cutting edge.”
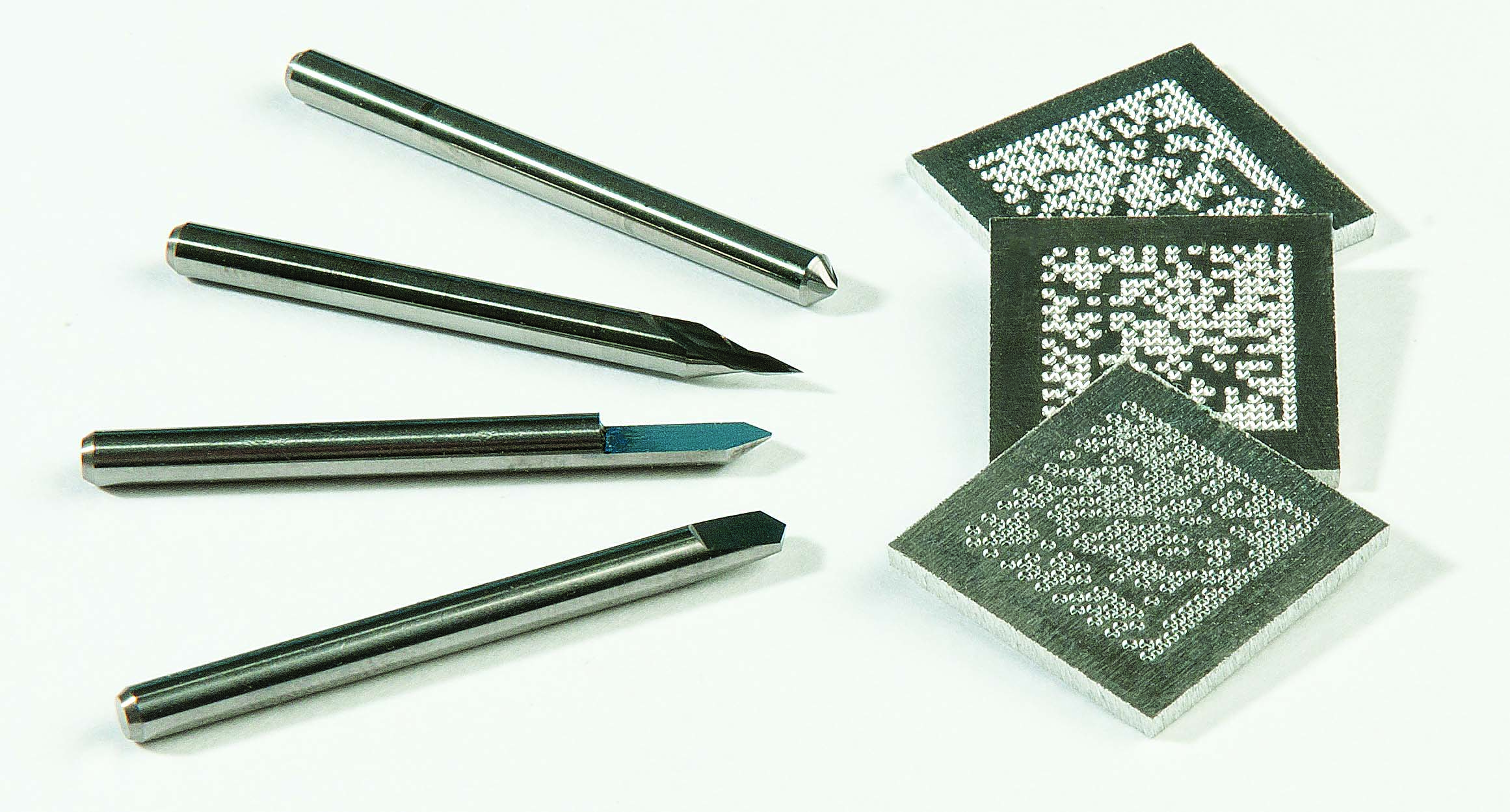
Engraving tools and engraved workpieces are shown. Image courtesy of Kyocera Precision Tools
He said the toolmaker uses Platit coating equipment to deposit SCT’s AlTiN+, or AlTiSiN coating, which includes silicon in addition to the recipe’s typical ingredients of aluminum, titanium and nitride. Coated tools are applied mainly to engrave ferrous materials. But because the heat and friction generated when machining enhance an AlTiN-based coating’s protective characteristics through oxidation, coated tools are also effective for engraving nonferrous materials, such as plastic and aluminum. This enables an end user to engrave both aluminum and steel workpieces with the same tool.
In contrast, because BIG KAISER Precision Tooling doesn’t coat tools smaller than 0.2 mm (0.008″) in diameter, Cetkovic said all the company’s engraving tools are uncoated.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
September 2020

