Swiss-style CNC lathes gaining popularity
From turret lathes and machining centers to cylindrical grinders and EDMs—all machine tools present unique demands. Swiss-style turning centers, however, are in many ways more difficult to program and operate than any of the machinery just listed but offer greater opportunities for improvement.
From turret lathes and machining centers to cylindrical grinders and EDMs—all machine tools present unique demands. Swiss-style turning centers, however, are in many ways more difficult to program and operate than any of the machinery just listed but offer greater opportunities for improvement. These include higher-quality parts, increased throughput and—for shops that don’t yet have a Swiss-style lathe—possibilities for new business and for higher profitability on existing work.
Let Me Count the Ways
Just as it might be challenging to maneuver a Formula One circuit with a school bus, turning parts less than 1″ in diameter is not optimal on a turret lathe:
- At 6,000 rpm or less, spindle speeds are often woefully inadequate on an 8″ or 6″ chuck CNC lathe.
- It can be difficult to achieve the perfect centerline needed for turning small parts with turret-mounted tools.
- Smaller parts frequently are turned using dead-sharp inserts with small nose radii, which may be tough to find for the 1″ shank and larger stick tools typically found on most turret lathes.
- Because small parts require less horsepower to machine, using a large lathe to produce them is about as wasteful as towing a bicycle with a pickup truck.
Turret lathes are also slower.
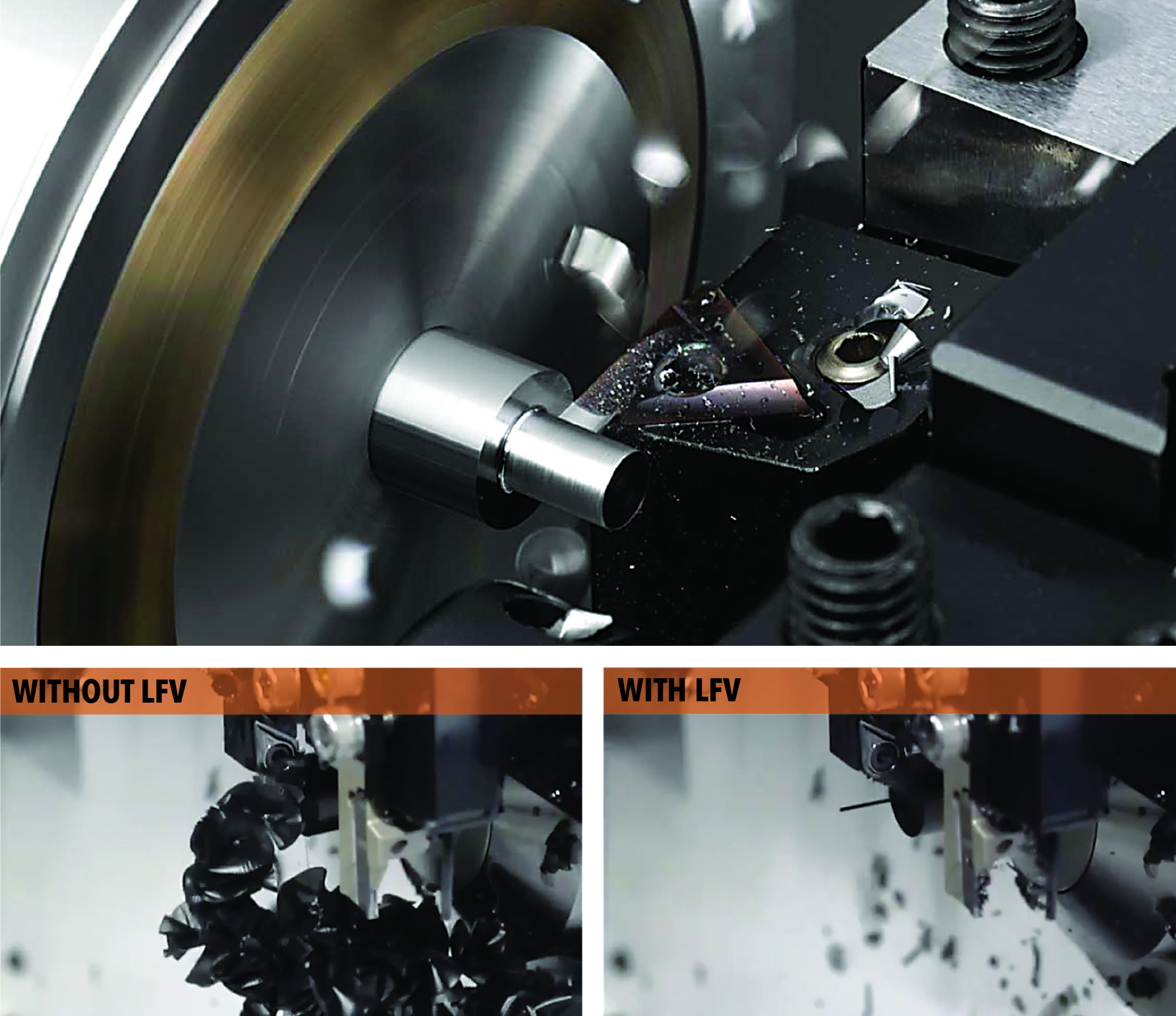
LFV assures that what otherwise would have been a monstrous stringer is broken into manageable chips. Image courtesy of Marubeni Citizen-Cincom
“Swiss-style lathes generally have a very small work zone, much smaller than the typical CNC lathe, and use gang tooling rather than a turret,” said Derek Briggs, Swiss product manager at Tsugami/Rem Sales LLC, Windsor, Connecticut. “Because you’re only moving a very short distance to change tools rather than going all the way home, indexing the turret and coming back, chip-to-chip time is very fast. That’s where a Swiss machine can really beat out a conventional lathe.”
Avoiding the Wad
Shorter cycle times notwithstanding, small work zones are a double-edged sword. The wad of chips that falls to the chip tray on a turret lathe can quickly become pinched between the workpiece and tool on a crowded Swiss-style machine. Aside from the annoyance and lost revenue associated with stopping production at regular intervals to pull bird nests from the machine interior, poor chip control may mar part surfaces, break cutting tools and damage machine tools. Long, stringy chips can be especially problematic when turning stainless steel, platinum and cobalt-chrome alloys, materials commonly used for the tiny screws and other medical components frequently turned on Swiss-style machines.
Some Swiss-style machine tool builders have addressed this particular problem with a control feature that Briggs calls oscillation cutting. By oscillating the axis back and forth in conjunction with spindle rotation as the tool feeds into the workpiece, the chip breaks into manageable pieces.
“We cut some parts at a customer’s facility recently with and without oscillation cutting,” he said. “With it turned off, we had to stop the machine after 10 parts to clear the chips. With it turned on, the chips broke into little sixes and nines, which is exactly what you want. It’s fantastic.”

These Ti-Loc extensions make it easier to reach a part in tight clearance situations. Image courtesy of Genevieve Swiss Industries
Marubeni Citizen-Cincom Inc., Allendale, New Jersey, similarly has developed LFV, short for low-frequency vibration. LFV uses “perfect phasing” like that found on a C-axis to create what is essentially a serration in the material, breaking the chips on even very stringy Teflon or MP35N nickel-cobalt alloy, said Executive Vice President Brian Such.
“Since we can adjust the number of serrations per spindle rotation,” he said, “there’s really nothing that we can’t break, even when the tool is moving in multiple axes simultaneously, as when interpolating an angle or cutting a radius.”
Another production element that many Swiss shops struggle with is long setup times. This is why Tsugami/Rem Sales has partnered with quick-change tooling manufacturer Göltenbodt Technology GmbH, Leonberg, Germany, and Marubeni Citizen-Cincom recommends the QS holding system from Sandvik Coromant Co., Fair Lawn, New Jersey. Both systems can simplify and speed up the tool-changing and setup processes.
These systems help in other ways as well. Because they contain internal coolant channels and precision ports, they increase cutting fluid efficiency and eliminate the copper or plastic lines that tend to catch stringy chips.
“Instead of installing lines at each tool position and having to adjust them every time you set up a job, you can run high-pressure coolant right through the baseplate to the tip of the tool,” Briggs said. “It solves a lot of problems.”
Too Much Going On
It’s hard for humans to watch more than one thing at a time. Considering that Swiss-style lathes not only move quickly but often boast a subspindle, dozens of tools and the ability to simultaneously perform multiple turning and milling operations, this makes the possibility of a crash quite real. Such has a solution.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

