Aerospace supplier lives up to challenges
Visioneering Inc. employees stay ready to adapt to change as the Auburn Hills, Mich., aerospace supplier opens a new facility and adopts a new way to apply coolant.
Nothing stands still at Visioneering Inc., and its employees know they need to be ready to adapt to change.
The Auburn Hills, Mich., designer, manufacturer and installer of complex tooling assemblies for the aerospace, defense and space-systems industries got its start in 1953 as an automotive tooling supplier. By 1998, Visioneering had transformed into a full-service design and build company, primarily servicing the aerospace community.
As the aerospace industry has evolved to work with composites and difficult-to-machine materials such as Invar, the equipment that makes the components has become bigger and more complex.
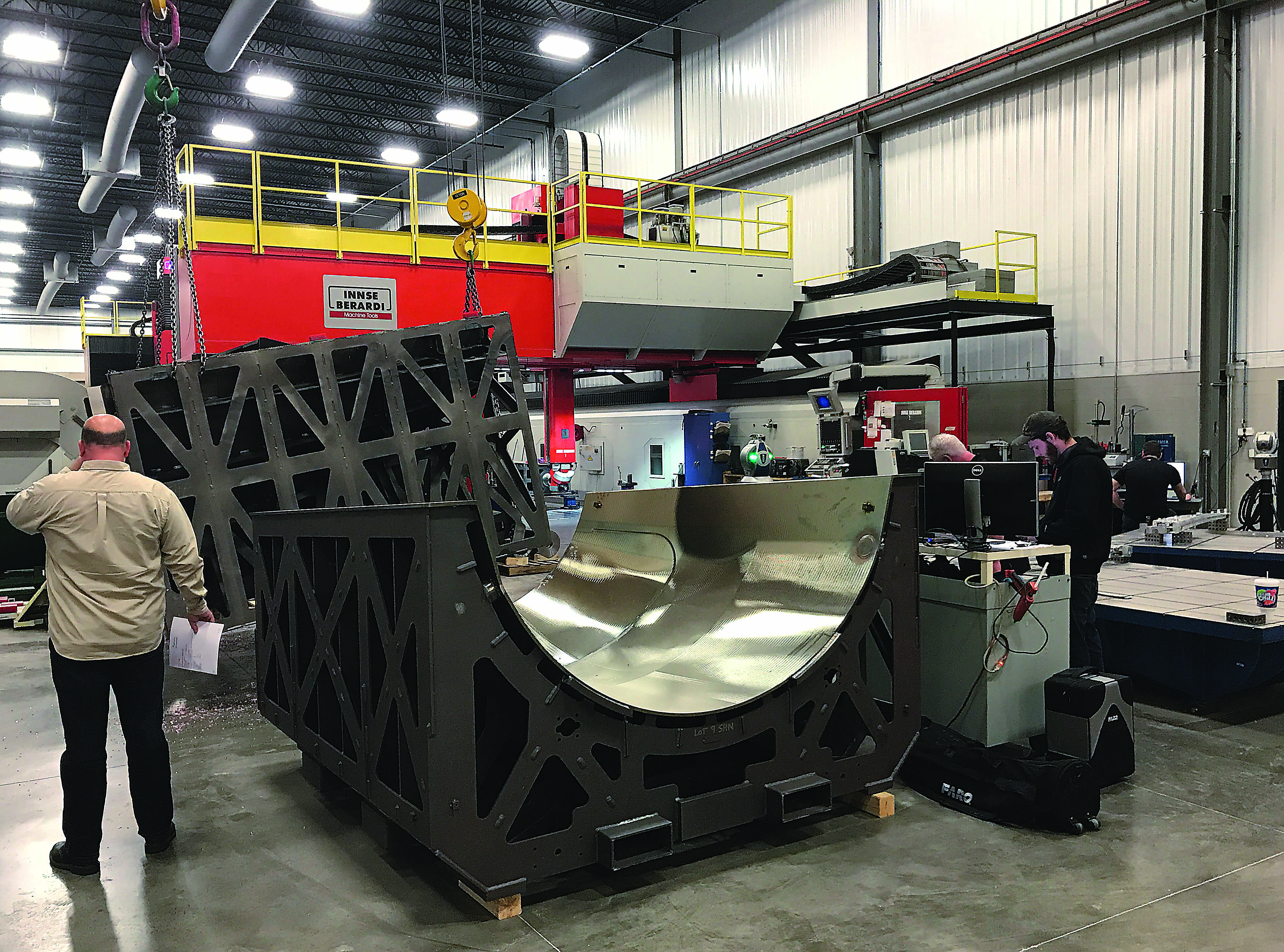
An aerospace tool on the floor of Visioneering’s 182,000-sq.-ft. facility in Auburn Hills, Mich. All images courtesy of Visioneering.
By 2013, the company’s assets were spread across three facilities in Fraser, Mich., creating delays and inefficiencies as jobs moved between departments in different facilities. The company’s response was to build a building large enough to house all of its departments while improving capabilities by adding larger machines.
The 182,000-sq.-ft. facility was completed in 2015. Vice president of business development Matt Elmes said manufacturing space increased by 125 percent. It features five 400′-long (122m) bays that range from 60′ to 80′ (18.3m to 24.4m) wide: two for fabrication, one for machining and two for assembly.
New Machines, New Processes
Equipment at the new facility includes two new large-table Innse Berardi contour milling machines. The larger of the two machines is a dual-gantry, 5-axis system with a machining envelope of 975″×273″×117″ (24.8m × 6.9m × 3.0m). The other machine features a single gantry and a 390″×234″×117″ (9.9m × 5.9m × 3.0m) work envelope. Both are accurate to ±0.002″ (0.051mm).
Last year, the company put the dual-gantry machine to the test by manufacturing three Boeing 777X vent stringer lay-up molds—two 108′ (32.9m) tools and one 88′ (26.8m) tool. “The tooling requirements were so large that the stringers had to be constructed out of multiple Invar pieces and welded together prior to finish-machining the tool surface,” Elmes said.
The machine operators used the dual-gantry spindles simultaneously during the final machining phase of producing the stringer tooling. “By using the dual-gantry machine, we were able to machine each half of the tool at the same time,” cutting machining time in half on a date-critical program, Elmes said.

This Innse Berardi contour milling machine has a machining envelope of 975″×273″×117″.
Visioneering Machine Shop Manager Elmo Finnigan said operators are committed to finding ways to improve processes. “Continuous improvement is a daily concern for everyone here.”
Finnigan described a culture that values open communication among different departments and hierarchies of the company. Without labeling it a gemba walk, he noted that “the CEO is regularly on the floor, I’m on the floor, and there’s an ongoing dialogue with the operators.”
While the company has conducted lean training and kaizen events, he said the emphasis is not on Toyota-inspired activities such as gemba, but rather on an atmosphere where anyone can speak up and everyone will listen to make things better. “Everyone feels vested in our successes.”
That communication style extends to the supply chain. “Our tooling suppliers regularly deal with me, but when they come into the shop, they go directly to the guys in charge of the different machines,” Finnigan added.
Going Dry
Visioneering has repeatedly been recognized by its aerospace OEM customers for its quality and delivery practices, for which the company credits its workers. But the best demonstration of how the team communicates and learns may not be with new equipment but with its older gear. That’s according to Steven Schienke, Visioneering’s maintenance manager, who put everyone—including Finnigan—to the test by getting the company to stop applying coolant in only conventional ways.

The DropsA MQL system on a Innse Berardi milling machine.
Visioneering routinely cuts aluminum, stainless steel, carbon steel, Invar and copper. The shop has 15 machining centers, ranging from the big Innse Berardis to “our little 5′ Hurcos,” he said. At the company’s old facility, the machines were set up for traditional through-spindle, external coolant or both.
As the person charged with machine maintenance, Schienke was well aware of the challenges associated with coolant. “Using coolant required constant maintenance—skimming oil off of it, keeping the pH right,” he said. “The guys were getting rashes, and it smelled. And the operators would often have problems with their injector-style lubrication setups.”
Coolant would drip and sometimes get under the way covers and into the bearings, Schienke added. “Those seals don’t last forever. On my Hurcos, if I pulled back the covers, I’d sometimes see a swimming pool. I thought, ‘There’s got to be a better way.'”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

