Race to the Finish: General Industry Coverage
Where there are drilled holes, there are burrs.
Considerations when choosing a hard tool or brush for deburring holes.
Where there are drilled holes, there are burrs. The only question is how large the burrs will be, according to Dave Lopes, vice president of sales and marketing for Cogsdill Tool Products Inc., Camden, S.C.
If the drill is new and extremely sharp, the burrs will be very small as the drill enters and exits the hole. As the drill wears, it cuts less and pushes the material more, making the burrs larger.
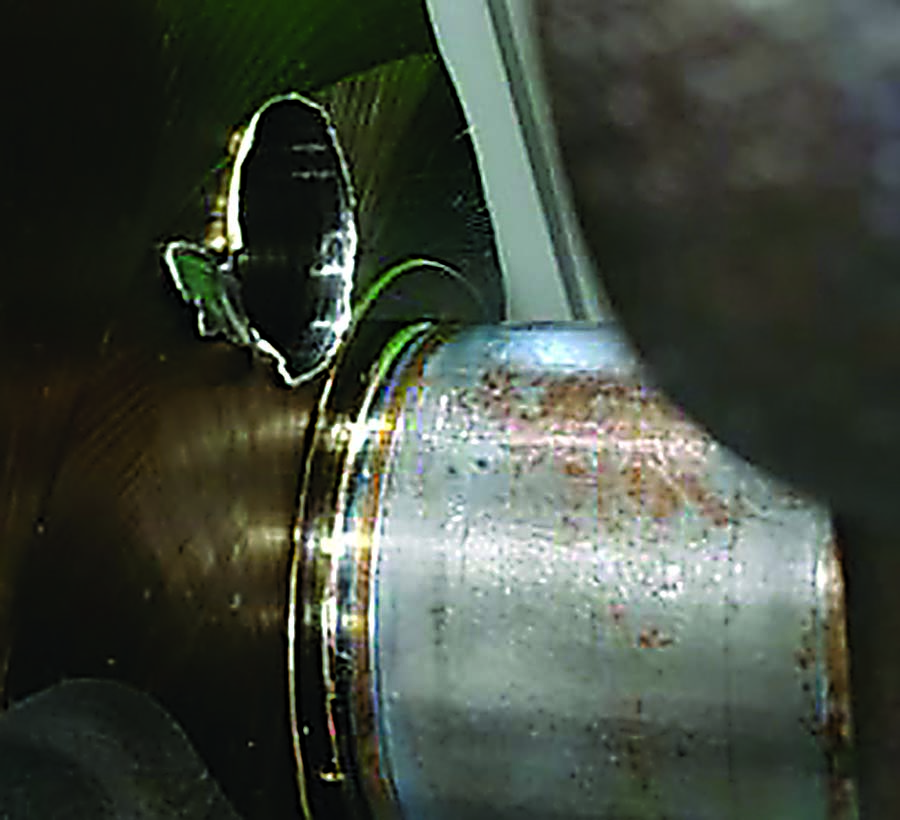
Courtesy of Heule Tool
The Heule SNAP carbide deburring tool, shown in a carrier, deburrs the front side and back side of a through-hole.
While burrs are acceptable in some cases, most industrial customers demand burr-free parts. Classic deburring removes the razor-edge burr on a part, typically with either hard deburring tools or deburring brushes.
“Unless you are grinding, however, it is almost impossible to mechanically remove burrs without making some sort of small edge break,” said Gary Brown, president of Heule Tool Corp., Cincinnati. “That edge break could be a chamfer or radius, but it is not really possible to say, ‘I don’t want any edge break.’ “
Brad Hopkins, senior product manager for power brushes, Weiler Corp., Cresco, Pa., agreed. “Due to their compliant nature, brushes alter edge geometry only very slightly in comparison to hard tools, but the bristles will always ‘ease’ or radius the edges upon which they are working to some degree.”
A Hard Case
Various hard deburring tools feature a collapsible carbide or HSS cutting blade or insert. “Because the cutting area diameter is larger than your hole diameter, the insert has to collapse to pass through the hole,” said Bill Robinson, owner of E-Z Burr Tool Co., Plymouth, Mich. “A spring or flexing device helps the cutting part retract. But there is always pressure trying to push it out, so we put a polish crown on the top of the insert so it doesn’t score the hole as it goes through.”
These types of tools create a radius or a chamfer on the hole edge, depending on the amount of pressure and dwell applied. (It is not a qualified chamfer.) They rotate on the axis of the hole.
The Orbitool deburring tool from J.W. Done Corp., Hayward, Calif., employs helical interpolation. It is a carbide tool with a flexible shaft and polished disc on the end. “As you spin the tool, the polished disc rides on the surface of the hole,” said Stan Kroll, J.W. Done’s sales manager. “As the profile of the intersection changes, the preloaded flexible shaft allows the disc to follow the changing profile automatically, allowing the tool to self-adjust and reach into the areas that need to be deburred. Conversely, the disc forces the tool to lift away from the areas that do not contain a burr.” The disc prevents the insert from marring the ID.
The Orbitool creates a radius. “Some customer’s drawings call for a specific radius for a few reasons. A radius allows better fluid flow. Also, sharp corners create a stress concentration that could lead to cracking in that area, especially in aerospace applications,” Kroll said.
HSS and carbide hard tools deburr most materials. Aluminum creates more burrs when drilled, but they are more easily removed. In steel, the burrs are much harder and thicker.
Brush it Away
Wire and nylon abrasive filaments are the two types of hole deburring brushes. Known as “tube” or “bottle” brushes, they have a twisted-in construction. Wire brushes use stainless steel, carbon-steel or brass filament for the bristle material. Nylon brushes can be all nylon or flexible nylon filaments impregnated with abrasive grain, such as silicon carbide, aluminum oxide, ceramic or diamond.
Courtesy of Weiler
Weiler’s Bore-Rx deburring brushes are interpolated down the length of a hole.
“Wire brushes are more capable of removing a broader range of burrs and addressing a greater variation in burr size,” said Weiler’s Hopkins. “Nylon abrasive brushes are a little more limited in that respect. But they are a more durable tool and impart a better surface finish than wire brushes.”
Both types cut the burr off where it attaches to the hole edge. “We refer to them as being edge-selective,” Hopkins said. “They concentrate all of their cutting action right on the sharp, burred edge. Once the burr is removed and a small radius is created on the edge, they do less and less work. They have self-limiting aggression.”
The radius is typically minimal, but the longer the brush is allowed to dwell, the greater the radius. These types of brushes rotate on the axis.
In addition to miniature deburring brushes, Brush Research Manufacturing Co. Inc., Los Angeles, offers the Flex-Hone tool, which removes burrs and improves surface finish. This flexible brush tool has abrasive globules laminated onto the ends of flexible nylon filaments. The globules are 95 percent pure raw grain abrasive and deburr and finish with a soft cutting action.
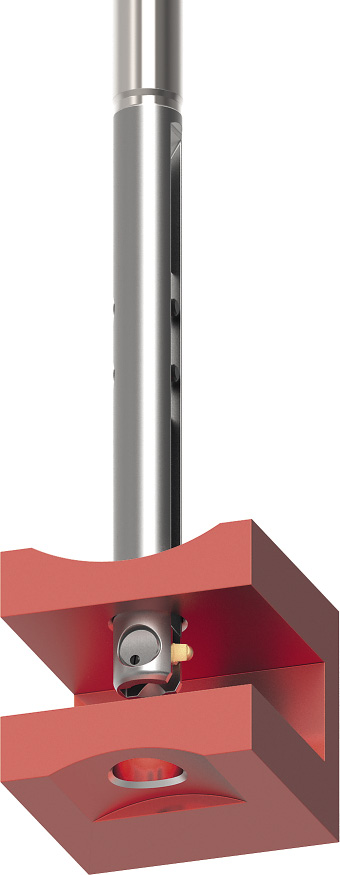
Courtesy of Cogsdill Tool Products
A deburring tool with a collapsible cutting blade. As the tool enters the hole (top), it deburrs the front side. The blade collapses to pass through the hole (middle), opens again to deburr the back side (bottom) and collapses again coming back through (middle).
“The fact that it is oversize for any given hole diameter makes the tool self-centering, self-aligning to the hole and self-compensating for wear,” said Michael Miller, vice president, global sales for Brush Research Manufacturing. “It supplies the cutting pressure where the burrs are actually ground off, as opposed to just being folded back and forth, which traditional brushes sometimes do.”
The different abrasives used in brushes and the Flex-Hone are suitable for different materials. Aluminum oxide is for deburring nonferrous materials, silicon carbide is for most steels and cast iron and diamond is for finishing harder materials, according to Miller.
Weiler’s Bore-Rx deburring brushes, for cross-holes 1 ” in diameter and larger, are interpolated down the length of a hole or at the intersection of two or more cross-holes. Interpolation is necessary because the Bore-Rx’s construction gives them a much greater fill density compared to twisted-in brushes. This makes them more aggressive, which is effective for removing a larger range of burr sizes from even hard materials, according to the company. Bore-Rx brushes have wire or ceramic nylon- abrasive filaments. Ceramic can be used on a range of materials, including hard materials.

Courtesy of J.W. Done
The Orbitool deburring tool from J.W. Done has a flexible shaft with a polished disc on the end and helically interpolates to selectively remove burrs without damaging surfaces.
Another type of brush primarily for cross-holes is produced by Xebec. This brush has alumina-fiber rods, a form of flexible ceramic, so it can be used on plastic, brass, aluminum, stainless, titanium and high-temperature alloys. The brush is fed into the hole statically, and, when rotated, flares out and removes the burr.
“We remove the burr, but maintain the dimensional integrity of the hole,” said Travis Horton, vice president of sales, Xebec Deburring Technologies LLC, Huber Heights, Ohio. “Our customers cannot have a radius or chamfer; they just need the burr gone.”
The dimensional integrity of the hole is maintained because the alumina-fiber bristles only cut on their ends; there is no side cutting action. The brush actually grinds and when it hits the area where the burr intersects on the cross-hole, it knocks it off at the point where it was created. This capability is specific to Xebec products, according to Horton.
Because the Xebec brush works with centrifugal force, it flares out (within its range) to whatever size is needed and finds the hole edge. “Imagine a main bore with cross-holes; we could deburr that main bore and the cross-holes with one brush. One of our brushes can go from 0.394 ” to 0.787 “,” he said.
Taking the Advantage
So how does the user decide when to use deburring brushes and when to use hard deburring tools? Compared to a hard tool, a brush is more flexible, according to Weiler’s Hopkins. “It is much less likely to change the edge geometry and allows for greater variations in the dimensional tolerances of the part.”
A brush tool’s primary disadvantage is its limited aggression. It will not remove an attached burr as well as a hard tool, especially on hard materials. “Brushes work pretty well in terms of just knocking the hanging burr off,” J.W. Done’s Kroll said. “But if a burr becomes a certain thickness, the brush can’t remove it.”
The general rule of thumb is that if the burr is heavy enough that it cannot be broken off by working it back and forth two or three times or by pushing it off with a pencil, a brush probably is not the best choice.
Courtesy of Xebec Deburring Technologies
A Xebec deburring brush has alumina-fiber rods that flare out when rotated to remove burrs.
Xebec’s brush is even more of a finesse tool. “Anything over 1mm is too thick to come off with our tool,” Horton said. “For a larger burr, you want to go to another kind of brush.”
Another application where a hard tool has an advantage over a brush is in removing the burr from the edge of a through-hole. “Because of the action with which a brush works, the bristles have to strike against the edge to which the burr is attached,” Hopkins said. “When inserted into a through-hole, the direction of spindle rotation is actually wiping the bristles along the edge, which doesn’t produce an effective deburring action.
Courtesy of Heule Tool
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion