Tools With Abrasive Personalities
Machining polymeric composite materials with single-layer diamond abrasive tools.
Machining polymeric composite materials with single-layer diamond abrasive tools.
[Editor’s Note: A study of machining polymeric composite materials (PCM) with diamond abrasives conducted by Ukrainian scientists resulted in the development of tools, such as cutoff wheels, grinding wheels, rollers, grinding heads, drills and countersinks, made of superhard materials along with verifiable recommendations for their applications. The study defined conditions that maximize machining productivity and improve the surface finish quality of PCM.]
The unique physical, mechanical and thermo-physical properties of PCM make them useful for the aerospace, marine and automotive industries. These materials contain two or more components (separate fibers or other reinforced elements bound by a polymeric thermo-reactive matrix) and possess specific properties, which are different than the combined properties of their components.
All images: “ALKON”
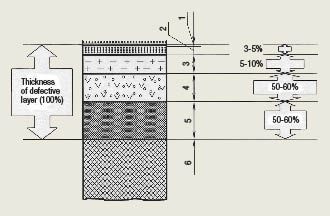
Figure 1: Schematic formation of broken and dispersible superficial layer of PCM machined with abrasive diamond tools.
1. Adsorbed film (less then 1μm, or 40μin.)
2. Modified layer (0.05μm to 5μm, or 2 to 200μin.)
3. Broken layer (3μm to 7μm, or 120 to 280μin.)
4. Dispersible crushed and disintegrative layer (10μm to 150μm, or 0.0004 ” to 0.006″)
5. Transitional layer (15μm to 50μm, or 0.0006 ” to 0.002 “)
6. Original texture of PCM
Normally, after being produced, PCM parts undergo machining operations, which consume 10 to 50 percent of the total production time. The most common operations are cutting off and grinding.
While it wouldn’t seem that relatively soft polymeric composites comprised of fiberglass, carbon and other materials should be difficult to cut, machining does cause significant problems in full-scale production:
• High temperatures in the cutting zone reach the heat-resistance level of HSS tools and the polymeric component;
• Rapid wear of the cutting tools shortens the tool life typically seen when machining steels and other alloys; and
• The machining process generates toxic gaseous agents and fine dust that are easily dispersed and can contaminate the work environment.
These and other peculiarities associated with cutting PCM should be considered when designing PCM parts, developing machining processes, identifying appropriate cutting tools and selecting optimal cutting parameters.
Cutting PCM always creates a defective (broken and dispersible) superficial layer of the workpiece surface (Figure 1). It is impossible to eliminate formation of this layer, but it’s possible to manage its development.
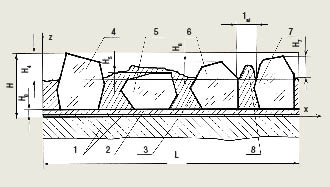
Figure 2: Schematic of a cross section of a composite diamond-electroplated coating.
1. Copper-electroplated metallic tool body
2. Intermediate diamond-free layer
3. Nickel binder
4, 5, 6 and 7. Synthetic diamonds retained in a single layer by electroplating
8. Binder overhang above its basic level
Hi (i = 4-7). Diamond overhang above the binder
H0. Thickness of the no-diamond layer
1ai. Distance between diamond grains
The defective superficial layer is identified by its color. Resin-based polymeric composite materials are dark and, depending on the destruction’s depth and degree, their surfaces usually become ashy and sometimes gray. The defective surface of bright, layered plastics, especially fiberglass-based ones, becomes dark with a grayish-yellow shade from the nondefective surface. The cutting tool’s feed rate affects the depth of the defective superficial surface three times as much as the cutting speed.
The following relationship was established: an increase in machining productivity increases the cutting temperature, decreases tool life and reduces surface finish quality.
The total depth of defective, disintegrative and transitional layers depends on the cutting conditions and varies from 20 to 200 microns (0.0008 ” to 0.008 “) when applying diamond abrasives. This is about 10 times less than the depth produced by conventional blade-type cutting tools.
Increasing Machining Effectiveness
More effective machining of PCM requires the development of highly productive technology and reliable, long-lasting and wear-resistant cutting tools with synthetic diamonds, which offer superior thermal conductivity and wear and abrasion resistance. This guideline is based on scientific, engineering and technologic studies conducted at the V.N. Bakul Institute for Superhard Materials and Scientific and Technological Diamond Concern of the Ukrainian National Academy of Sciences.
R&D efforts have shown that distribution of synthetic diamond grains in a single layer and retention of the grains by electroplating is effective for diamond tools that machine PCM.
Optical and electronic microscopy were used to evaluate the physical phenomena of the cutting process and how it affects a diamond layer and the regularities of forming and changing a cutting tool’s contact area with the workpiece material.
Table 1: Principal dimensions of single-layer diamond cutoff wheels and their cutting elements (dimensional symbols are shown in Figure 3)
| Dimensions of the wheels and their elements, mm | Number of cutting elements, n | |||||
|
D |
d |
h |
h1 |
a |
b |
|
|
90 |
12 |
1.0 |
3.0 |
2.0 |
4.0 |
47 |
|
90 |
12 |
1.0 |
3.0 |
1.0 |
2.0 |
94 |
|
125 |
32 |
1.2 |
3.5 |
1.0 |
2.0 |
131 |
|
125 |
32 |
1.2 |
3.5 |
2.0 |
3.0 |
79 |
|
160 |
32 |
1.8 |
3.5 |
1.0 |
2.0 |
167 |
|
160 |
32 |
1.8 |
3.5 |
2.0 |
4.0 |
84 |
|
200 |
32 |
1.8 |
4.0 |
1.0 |
2.0 |
209 |
|
200 |
32 |
1.8 |
4.0 |
3.5 |
7.0 |
60 |
|
250 |
32 |
1.8 |
4.0 |
1.5 |
3.0 |
174 |
|
250 |
32 |
1.8 |
4.0 |
5.0 |
10.0 |
53 |
|
320 |
32 |
2.2 |
5.0 |
1.5 |
3.0 |
223 |
|
320 |
32 |
2.2 |
5.0 Finish task to continue reading
Review the print ads from this magazine to continueThis quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome. Task complete
Continue readingThanks for supporting the advertisers that help keep the magazine moving. Continue reading below.
March 2009
March 2009 |


MFGAxis Discussion