Vacuum grips where some vises fail
Vacuum grips where some vises fail
Suppose your boss enjoys cooking shows. One day he hands you his design sketch for the latest and greatest pie tin. "Here, make me a prototype," he says. "I'm entering a pastry contest." How do you machine this?
Suppose your boss enjoys cooking shows. One day he hands you his design sketch for the latest and greatest pie tin. "Here, make me a prototype," he says. "I'm entering a pastry contest."
As he walks back to the office, you're left wondering how to machine it. Vises are out. Crank the handle too tight and you'll turn that pie tin into a bread pan. You might build a fixture to cradle it, but now you have clamps to contend with, never mind the time and expense of building a one-off that's good for nothing but the next baking contest.
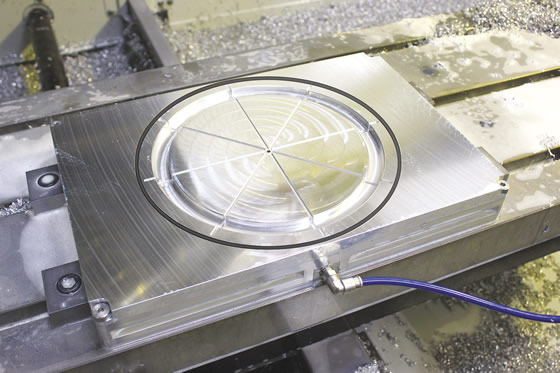
Courtesy of Pierson Workholding
A custom fixture for gripping a round workpiece.
Luckily, several ways exist to hold delicate, thin-walled workpieces. Icing plates use a thin layer of water to freeze parts in place. Low-profile steel workpieces can be gripped with a magnetic chuck. Even double-sided tape will do in a pinch. But perhaps the best method for gripping flat, thin parts utilizes the same force that sucked up the cat's tail when you cleaned the living room rug last weekend. Vacuum chucks are fast, flexible and relatively inexpensive workholders.
Contrary to common misperception, vacuum chucks don't suck; atmospheric pressure holds the material in place. By evacuating the air beneath a sealed workpiece, the pump in a typical vacuum workholder generates nearly 15 psi of downward force. For a 10 "-square workpiece, this means 1,500 lbs. of holding pressure.
Despite this formidable clamping force, it's unlikely you'll be machining Inconel on a vacuum chuck. The best candidates are plastics, composites, carbon fiber and relatively soft metals such as aluminum and brass. Anything much more difficult to machine than mild steel could present cutting forces too high to securely hold.
Whatever the material, Randy Green, marketing director for VAC-U-LOK, Greer, S.C., warned against pouring on the coals when machining with vacuum workholding. "Small, sharp cutters are the rule here, as these exert lower cutting forces and less sideways torque," he said. "Light feeds and multiple passes are also important. And lastly, work stops are your friend—wherever possible, use pins and side rails to prevent sideways movement."

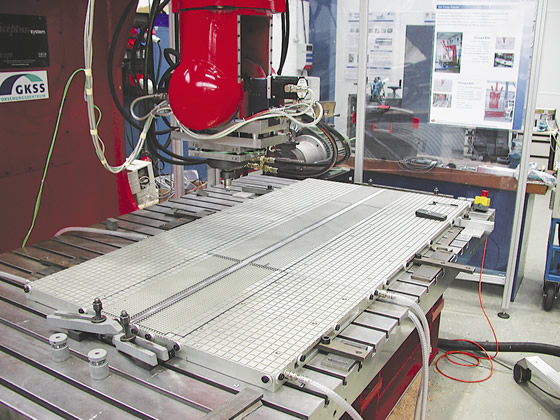
Courtesy of VAC-U-LOK
Vacuum workholding for an HMC.
Building a vacuum chuck is a straightforward exercise:
- Buy a 50 ' roll of 1⁄8 "-dia. neoprene cord stock (the same stuff used to make O-rings).
- Grab a chunk of 2 "-thick × 12 "-square 6061-T6 from the remnant bin.
- Mill a series of approximately 1⁄8 "-wide × 3⁄32 "-deep slots in a 1 " checkerboard pattern into one face.
- Drill a 3⁄16 "-dia., 1 "-deep hole through a slot located near the center of the block.
- Drill an intersecting hole from the side of the block for an air fitting.
- Deburr your new vacuum chuck and bolt it to a machining center.
Green warned that using common sense is a big factor in successful vacuum holding. For example, trying to grip a 4 "-tall × 1 "-wide workpiece is a recipe for disaster. Likewise, caution must be exercised when drilling through a workpiece, because unless the area under the hole is sealed from the rest of the chuck, vacuum will be lost. Worse, cutting fluids now have a path into the vacuum pump, potentially causing damage. As a result, vacuum workholder manufacturers have taken our homemade chuck and turned it into a high-tech affair, complete with vacuum loss detection and automatic shutdown of the pump and machine tool.
Courtesy of IBAG North America
A large vacuum chuck on a 5-axis machining center can accommodate a variety of parts.
Jay Pierson, president of Simi Valley, Calif.-based Pierson Workholding, offered some advice for do-it-yourselfers: "All of our components can be purchased individually, so a customer can mix and match parts to build their own system. Inevitably, some of those customers place a follow-up order a week later for a chuck and top plate and usually they need next-day delivery. Oftentimes, the DIY approach isn't worth the money saved, especially if it sets back delivery of a production job."
Lance Nelson, president of 2L inc., Hudson, Mass., agreed: "A basic modular system starts at around $900, far less than what it would cost a typical shop to design and produce. This includes an 8 "×12 " chuck with an air-powered, venturi-style vacuum. In situations where higher volumes of parts are done or when the workpiece will be on the chuck for a long period of time, most people switch to an electric vacuum pump, which utilizes a large holding tank so it does not have to run continuously. Electric pumps are also quieter than venturi systems."
Don't think that buying some whiz-bang pump will give greater holding force, however. Bill Popoli, president of IBAG North America, said 14.7 psi is the most you're going to achieve on planet Earth. "A small pump or even a venturi can do the job if there's absolutely no leakage. But in situations where the workpiece might be warped or there's any risk of air loss, it's best to go with a Busch-style (rotary vane) pump or something similar."
Popoli explained that pump selection is just one of the critical decisions. Another is the type of chuck to use. Some companies offer disposable top plates, which allow drilling through the workpiece and around the periphery without ruining the base chuck. IBAG offers rubber "vac-mats" that allow the same thing. And if a shop has sufficient pump volume, it might opt for a "spoiler board" made of medium-density fibreboard or other porous material on top of the chuck to grip parts on the cheap.
Whether you're milling bakeware or airplane wing spars, vacuum workholding can be an excellent alternative to expensive clamps and fixtures. CTE
About the Author: Kip Hanson is a contributing editor for CTE. Contact him at (520) 548-7328 or [email protected].



