PCD oxidizes when cutting materials such as iron, cobalt, nickel, chromium and vanadium because of the high temperatures generated while cutting. Although not as hard, PCBN possesses superior chemical inertness compared to PCD.
Researchers at Sichuan University’s Institute of Atomic and Molecular Physics have been working on a material that combines the best attributes of PCD and PCBN to create a new superabrasive material. The hope is that cutting tools made from this material will outperform currently available tools.
“Diamond and cubic boron nitride could readily [be combined and] potentially fill the performance gap because of their affinity in structure lattices and covalent bonding character,” explained Duanwei He, professor at Sichuan University. “However, the idea has never been demonstrated because samples obtained in previous studies were too small to test their practical performance.”
He and his colleagues at the University of Nevada and the Chinese Academy of Sciences detailed this research in Physics Letters, published by the American Institute of Physics.

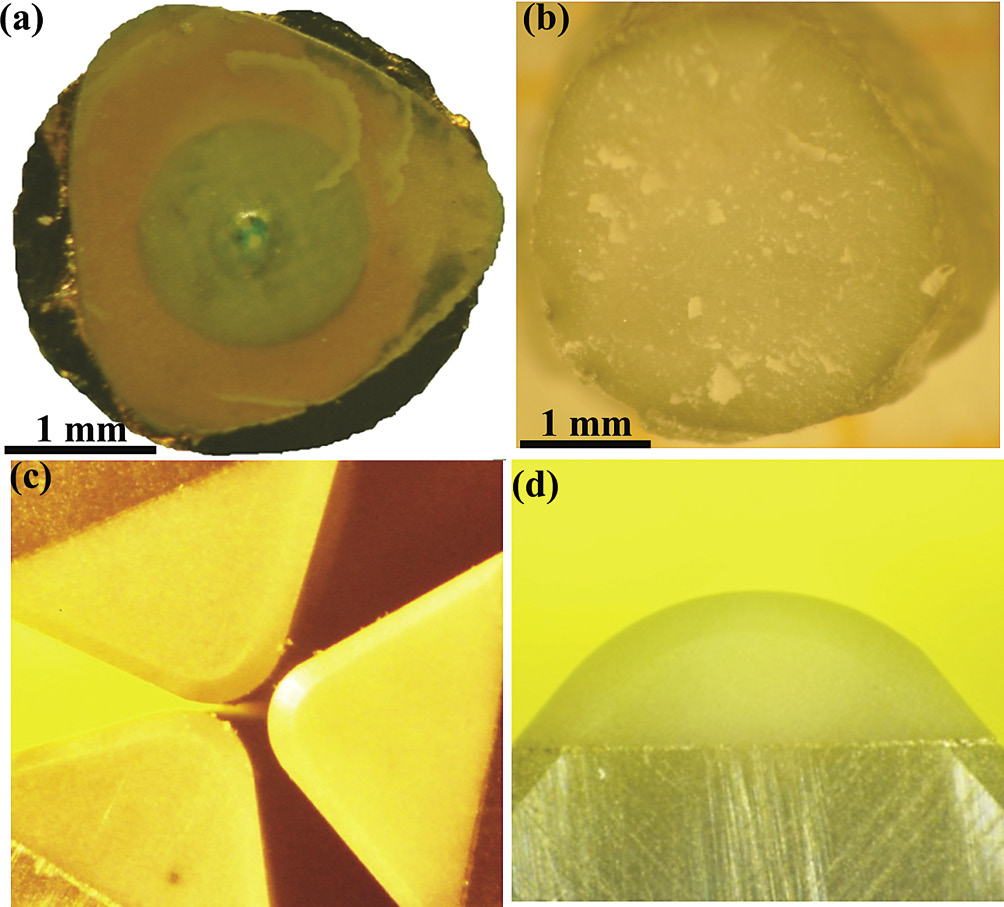
Sichuan University’s Institute of Atomic and Molecular Physics has developed a PCD/PCBN superabrasive material. Samples (a) and (b) were synthesized at 20 GPa and 2,500° K over a copper screen to exhibit the material’s transparency. Polished rake faces of the PCD/PCBN cutting tools are shown in (c) and (d). Image courtesy Sichuan University.
To synthesize the PCD/PCBN material, the researchers subjected a homogenous mixture of diamond and CBN powder to a vacuum furnace at 1,300° K (1,880° F) for 2 hours, then pressed the material into 3.5mm (0.138") pellets under pressure greater than 15 gigapascals and temperatures above 2,000° K (3,140° F). They then polished and sharpened the pellets into cutting implements.
The researchers tested the cutting performances of their tool on a CNC lathe, cutting hardened steel and granite bars. They found that the PCD/PCBN tool rivaled PCBN’s wear and tool life when cutting steel and exhibited significantly less wear when machining granite. The tool also demonstratApplieded better high-speed cutting performance than either PCBN or PCD.
The next step involves developing synthesis technology to bring the process up to industrial-scale production. The researchers will also determine what other materials can be produced utilizing similar processes.
For more information about Sichuan University, Chengdu, China, visit www.scu.edu.cn.
About the Author: Matt Jaster is a former senior editor of CTE.
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- cubic boron nitride ( CBN)
cubic boron nitride ( CBN)
Crystal manufactured from boron nitride under high pressure and temperature. Used to cut hard-to-machine ferrous and nickel-base materials up to 70 HRC. Second hardest material after diamond. See superabrasive tools.
- cubic boron nitride ( CBN)2
cubic boron nitride ( CBN)
Crystal manufactured from boron nitride under high pressure and temperature. Used to cut hard-to-machine ferrous and nickel-base materials up to 70 HRC. Second hardest material after diamond. See superabrasive tools.
- lapping compound( powder)
lapping compound( powder)
Light, abrasive material used for finishing a surface.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- polycrystalline cubic boron nitride ( PCBN)
polycrystalline cubic boron nitride ( PCBN)
Cutting tool material consisting of polycrystalline cubic boron nitride with a metallic or ceramic binder. PCBN is available either as a tip brazed to a carbide insert carrier or as a solid insert. Primarily used for cutting hardened ferrous alloys.
- polycrystalline diamond ( PCD)
polycrystalline diamond ( PCD)
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.
- rake
rake
Angle of inclination between the face of the cutting tool and the workpiece. If the face of the tool lies in a plane through the axis of the workpiece, the tool is said to have a neutral, or zero, rake. If the inclination of the tool face makes the cutting edge more acute than when the rake angle is zero, the rake is positive. If the inclination of the tool face makes the cutting edge less acute or more blunt than when the rake angle is zero, the rake is negative.





