Challenging Swiss-style machining jobs can require specialty collets or novel applications of standard workholding.
You might not think that something as unassuming as a workholding collet would play a major role in how a part is made. Collets are simple. They grip or support bar stock, providing rigidity so cutting tools can precisely remove material. There’s not much more to it than that, right?
Wrong. When faced with challenging applications, such as machining non-round and extruded workpieces, using nonground stock and making small parts on Swiss-style machines designed for larger ones, Swiss-style machine shops often must devise creative workholding solutions. Some of these solutions include the use of specialty collets and other nonstandard workholders, including hex sleeves, adaptive bushings, extended-nose guide bushings and over-grip collets.

Courtesy of Hardinge Workholding Div.
A variety of Swiss-style collets manufactured by Hardinge.
Brian Such, customer support group manager for Marubeni Citizen-Cincom Inc., Allendale, N.J., recalled one particularly challenging job that involved drilling a ⅜ " hole in ½ "-square stock. The hole needed to be 0.01 " off-center to the square.
Because this project was to be set up on a Citizen-Cincom L series machine, one option was to use an axially positioned live tool to drill the hole. The axial position indicates the axis of the live tool is parallel to the spindle axis. The process should have been straightforward and would only have required orientation of the main spindle, locating the live tool off-center and drilling to depth. The problem with this method was the machine’s low horsepower.
In this case, the power available in the live tool was 1.5 hp vs. 5 hp in the main spindle. This would not have been an effective use of the machine tool, requiring the drill to run at nearly half the desired 0.008 " ipr. That would increase cycle times and potentially shorten tool life.
Another approach would have been to mill the square off-center to the hole. In this way, the drill would be better utilized, but this approach would have added cycle time for the milling operation. Such had a different idea.
“I wanted to use the main spindle to drill the hole and, at the same time, avoid milling the square,” he explained. “I immediately thought of using specialty collets.” In cases like this, a shop must give collet manufacturers detailed specifications, such as the off-center distance. For this example, a square collet was used with the square off-center to match the print.
In most Swiss-style lathe applications, workholding is not an issue because the collet holds the rotating bar as the part is made, and the bar becomes a de facto fixture. However, some applications, like the one faced by Such, require special collets and guide bushings.
The Nonround World
One application that requires specialty workholding is the use of nonround workpieces. While most Swiss applications involve round stock, virtually any shape can be machined in a Swiss-style lathe. Hex and square stock can be easily machined, and even special operations, such as placing the material off-center, are common.
Machining odd shapes on a Swiss-style lathe requires special considerations. For example, when stock spins in a bar loader, it tends to rattle. As a result, most machine operators prefer to run hex and square stock more slowly than round stock.
“I run a few jobs in both hex and square stock, but I run them 15 to 20 percent slower,” said Chris Cole, a machinist at Nebraska Machine Products Inc., Omaha, Neb. “Many [nonround] bars can be bent or twisted and they run poorly at high speeds.” While square stock could be run at high speeds, provided the bar is not bent, there is typically little guarantee that all the bars will be straight. He explained that some parts make sense to make out of hex, especially if the part is mostly ID work and the outside dimensions are mostly left as stock.

Courtesy of Marubeni Citizen-Cincom
Two types of guide bushing collets: single angle (top) and double angle (below).
Courtesy of D. Nelson
A traditional Swiss-style machine has a main-spindle collet (upper right) to grip the stock and a guide bushing collet (lower left) to support the workpiece for machining.
Courtesy of Citizen Machinery America
A device for gripping the ID of a workpiece while in the subspindle.
Some shops avoid the issues involved with square or hex bars by only using round stock, which is typically consistently straighter than nonround stock. “We tried hex a few times,” said Chuck Wiley, a machinist at Penrose Machine Inc., Grand Island, Neb. “But we found that the cost of material combined with the slower speeds didn’t make it cost effective.” When flats are needed, the shop mills them instead.
Aluminum extrusions are another odd-shaped class of material requiring special workholders on Swiss-style machines. Like hex stock, the cross section of extruded materials must be well understood by both shop personnel and collet makers.
“To make collets for extrusions, we would need sample stock from the customer or a drawing,” said Rick Schonher, product manager for Hardinge Inc.’s Workholding Div., Elmira, N.Y. “Specially shaped collets are available for the main spindle, guide bushing and pick-off collets. Hardinge synchronizes collets by using keyways so that the collets are positioned exactly the same in respect to each other.” This means that the guide bushing and the main spindle collets line up rotationally to each other when installed in the machine tool.
Synchronization is an important aspect of using nonconcentric, nonround collets. Because a Swiss-style lathe typically uses a guide bushing to support the workpiece, the main-spindle collet and the guide bushing collet are a matched set manufactured to the same size and shape. In the example of the off-center square, both collet and bushing must have the same square and be off-center by the same amount and in the same direction.
“On Cincom-Citizen machines, an optional hex chuck sleeve is required to run hex or other odd-shaped stock,” Such said. “Many Swiss machines require several additional steps to achieve an orientation between the main collet and the guide bushing, but on our machines the only other requirement is to run a G code once a bar is loaded. Once that is done, everything is oriented electronically. It is as simple as that.”
Guide Bushing Challenges
Choosing the right guide bushing can also have a major impact on productivity in Swiss-style machining, and certain applications require the use of specialty bushings.
Unlike main-spindle collets, guide bushing collets don’t grip the stock. The material passes through the guide bushing collet, which supports the material a few millimeters from where the workpiece is cut. Because guide bushing collets support and do not hold the work, the clearance between the material and the inside of the collet must be adjusted for a slip fit. Experienced machinists perform this mostly by feel, but when measured, clearance on the diameter is about 0.0002 ".
To keep TIR under control (typically within ±0.0002 "), it is generally accepted that material size and quality must be consistent, which often requires the use of ground stock instead of unground stock.
The effect of ground stock is that the material “floats” inside the guide bushing collet, which has a major impact on the kind of parts made on Swiss-style lathes. The machine tool is extraordinarily rigid, which depending on the material and the specific application, allows a DOC up to 0.500 ". However, because all stock varies in both size and roundness, the float produces variation in part size and roundness equivalent to about 60 percent of the float size. For example, stock variation of 0.001 " will produce a 0.0006 " variation in part size.
Also, a typical double-angle guide bushing collet can only effectively close about 0.002 " from the given size to which it is manufactured. This means that a ½ " guide bushing collet can only vary from 0.500 " to 0.498 ", which makes it difficult to run stock that varies more than ±0.001 ".
That is why ground stock is often used in Swiss-style lathes. The higher cost of this material leads some shops to turn to a newer type of guide bushing, the adaptive bushing, which permits the use of less costly unground stock.
The adaptive bushing system uses air pressure to open and close the guide bushing collet as the size of material being machined changes. There are two main types of adaptive bushings: single angle and double angle. Roy Smith, product designer for Citizen Machinery America Inc., Agawam, Mass., a machine tool distributor, recommends the double-angle version.
“I find that the double-angle adaptive guide bushing collet works in 95 percent of all applications,” Smith said. “With this system, the material size can vary by about 0.02 " and it reduces stock error because it only contacts on three points.”
Because it is double-angled (see photo on page 48), air-actuated and contacts the workpiece on three points, this adaptive guide bushing compensates for errors in the bar stock.
“We only run nonground stock,” said Wiley of Penrose Machine about his shop’s Citizen-Cincom M series machine, which is equipped with the adaptive bushing. “And we can hold 0.0005 " TIR all day with no further adjustment once the bushing is set.” The shop wants to fully convert to the system. “We are currently looking at buying another [Swiss-style] machine, and we want the adaptive bushing on whatever we buy.”
Even if high-quality ground stock is used, other problems can crop up when using standard guide bushing collets. While these collets are typically carbide-lined for good wear resistance, stock repeatedly slides in and out of the bushing, potentially marking the workpiece material as it passes through. And galling is possible with materials such as aluminum or titanium.

Courtesy of Penrose Machining
Chuck Wiley (left) and John Beazley of Penrose Machining discuss the setup of their Citizen-Cincom M32Y machine with an adaptive guide bushing.
“We line some Swiss-style guide bushings with meehanite to eliminate galling or marking of the workpiece material,” said Hardinge’s Schonher. “These collets are commonly requested for use with stainless steel stock.”
Wayne Wilson, machinist at Desoto Engineering Inc., a parts manufacturer in Blair, Neb., agreed. “We had some trouble with carbide bushings marking stainless ground stock,” he said. “The softer meehanite fixed that problem.”
Extended-Nose Bushings
Swiss-style lathes are commonly used to machine parts with diameters and lengths under 5mm. These smaller parts are sometimes run on larger machines with up to a 20mm capacity, which can, despite the guide bushing, cause some operating problems.
One issue is the use of live tooling on small-diameter stock. To get the workpiece to the live tool, the workpiece has to hang out up to five times its diameter, making milling difficult due to poor rigidity. To help with this issue, some shops use extended-nose guide bushings.
“The main reason for the extended-nose guide bushing is to bring the supported position closer to the live tooling,” said Such. “Of course, this means left-handed tooling is used to compensate.” Left-handed tooling is often used to shift the cutting edge of the tool away from the bushing. “Keep in mind, however, that the extended nose of the guide bushing collet means that the turning tools must make room for that longer length,” Such added.
Courtesy of Hardinge Workholding Div.
An over-grip collet for a subspindle.
Once machining is finished on the main spindle using the extended-nose guide bushing, the subspindle will come up to grip the part for the cutoff operation. With parts shorter than 3mm in length, this may not be possible due to the thickness of the cutoff tool’s shank. In this case, a left-handed cutoff tool might be used to shift the cutting edge away from the bushing and closer to the subspindle.
Left-handed cutoff tools are used frequently on Swiss-style lathes as a way to allow shorter parts to be picked off, but this is a problem with stock diameters under 3mm. The smaller diameter, combined with the shift away from the bushing, causes the material to hang out nearly five times the diameter. At that distance, material strength is often inadequate.
A better method is to use a right-handed cutoff tool. To get in closer and grip the part, an extended-nose subspindle collet can be used. In this way, the collet can be brought in behind the shank of the cutoff tool while keeping the gage distance from the bushing to the cutoff tool as short as possible.
Using Over-Grip Collets
In applications with odd-shaped stock, as in the previously mentioned off-center ½ " square, the subspindle collet must follow the same alignment. In some cases, the part has a milled surface that needs to be gripped by the subspindle. In this case, the collet would be made to fit the geometry of the milled surfaces.
The location where the subspindle collet grips the part can make certain machining operations quite difficult. One example is a screw where the head is facing the subspindle. In parts like this, the largest diameter on the part is not long enough to grip satisfactorily, or the threaded end of the screw is too long to hang out of the collet.
As mentioned earlier, standard collets cannot typically open more than 0.02 " larger than the closed-position diameter. However, over-grip or over-the-shoulder collets can open an additional 0.12 ". There are many applications for this type of special collet.
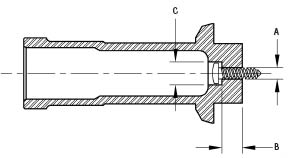
Courtesy of Hardinge Workholding Div.
An illustration of the over-grip collet concept, showing a collet and a workpiece. A: Grip diameter; B: Grip Length; C: Over-grip diameter.
“Over-grip collets are used on subspindles on jobs that require clearing a shoulder and gripping on a smaller diameter,” Schonher said. To manufacture this type of collet, Hardinge needs to know several dimensions, including the smaller grip diameter, the grip length or bearing length, the larger part diameter and the machine tool. “We review each request in our custom-manufacturing department,” he added.
Once the part is in the subspindle, it may require heavy machining. Tool pressure can sometimes push the part back into the collet. A counterbored collet can solve this problem. The stepped hole allows for loading against a shoulder in the collet, helping to control the part position and length.
There are many workholding methods for Swiss-style lathes involving collets. For any part, however difficult it may be to hold, there is a standard or custom collet that can rise to the challenge. CTE
About the Author: Dave Nelson is a freelance writer and an application engineer in the Omaha, Neb., office of Productivity Inc., a machine tool distributor based in Minneapolis. Contact him by e-mail at [email protected].
Contributors
Citizen Machinery America Inc.
(413) 786-6655
www.cma-citizen.com
Desoto Engineering Inc.
(402) 426-5555
www.desoto-eng.com
Hardinge Inc., Workholding Div.
(607) 378-4328
www.hardingeus.com
Marubeni Citizen-Cincom Inc.
(201) 818-0100
www.marucit.com
Nebraska Machine Products Inc.
(402) 455-0128
www.nebraskamachine.com
Penrose Machining Inc.
(308) 381-7391
www.penrosemachining.com
Related Glossary Terms
- bushing
bushing
Cylindrical sleeve, typically made from high-grade tool steel, inserted into a jig fixture to guide cutting tools. There are three main types: renewable, used in liners that in turn are installed in the jig; press-fit, installed directly in the jig for short production runs; and liner (or master), installed permanently in a jig to receive renewable bushing.
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- clearance
clearance
Space provided behind a tool’s land or relief to prevent rubbing and subsequent premature deterioration of the tool. See land; relief.
- collet
collet
Flexible-sided device that secures a tool or workpiece. Similar in function to a chuck, but can accommodate only a narrow size range. Typically provides greater gripping force and precision than a chuck. See chuck.
- cutoff
cutoff
Step that prepares a slug, blank or other workpiece for machining or other processing by separating it from the original stock. Performed on lathes, chucking machines, automatic screw machines and other turning machines. Also performed on milling machines, machining centers with slitting saws and sawing machines with cold (circular) saws, hacksaws, bandsaws or abrasive cutoff saws. See saw, sawing machine; turning.
- fixture
fixture
Device, often made in-house, that holds a specific workpiece. See jig; modular fixturing.
- galling
galling
Condition whereby excessive friction between high spots results in localized welding with subsequent spalling and further roughening of the rubbing surface(s) of one or both of two mating parts.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- inner diameter ( ID)
inner diameter ( ID)
Dimension that defines the inside diameter of a cavity or hole. See OD, outer diameter.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- parallel
parallel
Strip or block of precision-ground stock used to elevate a workpiece, while keeping it parallel to the worktable, to prevent cutter/table contact.
- shank
shank
Main body of a tool; the portion of a drill or similar end-held tool that fits into a collet, chuck or similar mounting device.
- total indicator runout ( TIR)
total indicator runout ( TIR)
Combined variations of all dimensions of a workpiece, measured with an indicator, determined by rotating the part 360°.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
- wear resistance
wear resistance
Ability of the tool to withstand stresses that cause it to wear during cutting; an attribute linked to alloy composition, base material, thermal conditions, type of tooling and operation and other variables.






