MPS Micro Precision Systems AG (MPS) operates internationally and consistently uses grinding processes for demanding high-precision components in IT02 tolerance ranges.
With a total of seven Studer grinding machines, the company has a tremendous amount of cylindrical grinding expertise. Thanks to automation and process optimization, medium-sized series are also flexibly produced in unmanned processes 24/7. Future projects and prototypes can be brought to market more quickly thanks to a flexible production cell.
MPS, employs a staff of more than 400 employees. Its facility in Biel, Switzerland, has 250 employees and is the MPS Group’s largest site with more than 140 turning, milling, grinding, polishing and eroding machines.
has 250 employees and is the MPS Group’s largest site with more than 140 turning, milling, grinding, polishing and eroding machines.
“We have a very varied range of technology, if you want to reduce it to a common denominator, then it’s the manufacture and assembly of complex electromechanical assemblies within the tightest tolerances for high-precision applications in high-end segments,” said Manuel Nercide, plant manager.
Consistent investments in grinding machines
Michael Bazzan, production manager at the plant said, “With seven Studer grinding machines, we currently have a high grinding capacity for producing high-precision components. The grinding machines are matched to our varying lot size spectrum, which ranges from individual component production up to 25,000 pieces per year for some references.”
In accordance with the lot size spectrum, three of the seven Studer machines are currently equipped with an automatic loading system. The focus in the following is on the Studer S33 for the production of recirculating ball screws and a Studer S21 in the area of a flexible production cell.
Flexible production cell for prototype manufacture
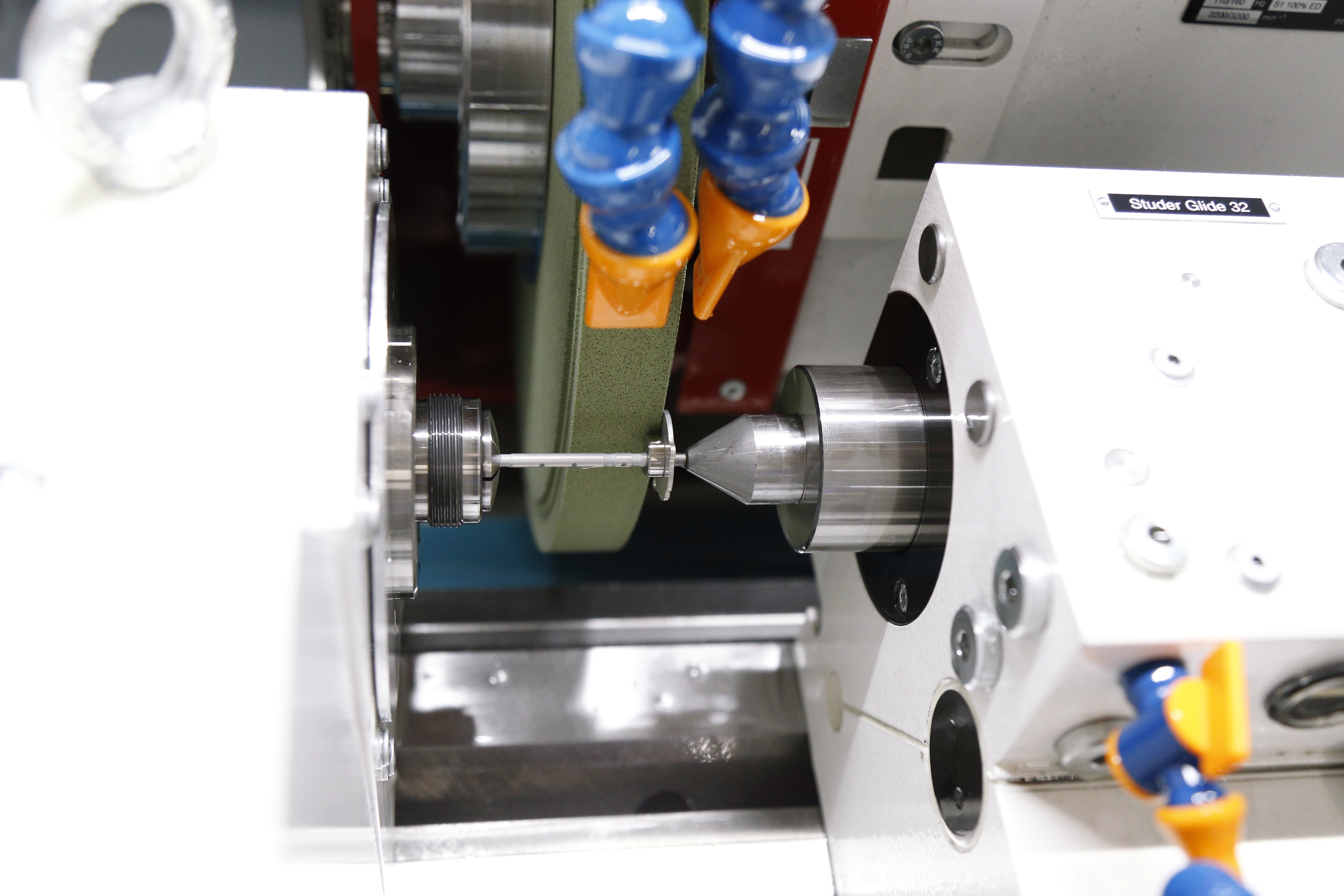
According to Didier Noirjean, flex cell manager, “The Flex Cell was recently integrated into cylindrical grinding production as a self-sufficient production unit, in order to set up grinding processes for prototypes and new developments without having to intervene in production. Thanks to this flexible production cell our process from development through to the finished component is much quicker. The decisive factor with the Studer S21 was that it can be changed over very quickly and it can be flexibly configured for different components. Eccentric grinding processes are also possible with the S21. In this regard the Studer S21 is perfectly suited to our requirements.”
While the flex cell primarily involves prototypes, series parts are machined on the other six Studer machines. These include recirculating ball screws with a high-precision design.
Core competency recirculating ball screws
The smallest recirculating ball screws have a ball diameter of 0.8mm. All components are developed and manufactured in-house by MPS, including the balls. The larger series of screw spindles with gothic-arch thread are produced on a fully automated Studer S33.
Ball-type linear drives for high-precision applications
Nercide added that the company is involved in research and development with these precision screw spindles.
The expertise developed by MPS Microsystems in the extremely gentle and precise positioning of lens groups enables the company to offer powerful alignment systems for optical components such as zoom and laser beam focusing systems.”
Systems designed to customer requirements
MPS Microsystems miniature recirculating ball screws, or ball-type spindles, are made exclusively of stainless steel and are positioned with double nuts, which enable fine adjustment of the axial play. These often customized spindles guarantee virtually smooth movement thanks to the high precision of their ground thread. With regard to customized production: There is a wide range of customized options available for recirculating ball screws.
Grosjean added that “Such applications require the highest precision and positioning accuracy – 100% backlash-free. And it is precisely here that our spindle systems show their strengths. We grind a so-called gothic-arch thread profile within the tightest tolerance ranges, so that we can reduce the radial clearance and backlash to zero.”
Gothic-arch thread: grinding from solid
The gothic-arch thread form is ground directly from the solid hardened blanks. A macro was developed for these gothic-arch thread forms together with Studer. The grinding parameters can be adapted very quickly to the respective screw spindles with this macro.
Weyermann, the regional sales manager, Fritz Studer AG, said that the “Studer S33 used here is an external cylindrical grinding machine with a turret wheelhead. Specifically, the wheelhead used here has two external grinding wheels. One of the two wheels is used for the thread profiling, while the second wheel is generally used for external cylindrical grinding.”
Handling system for unmanned production
To produce the medium-sized series cost-effectively, the Humard company developed a flexible handling system for automatic loading and unloading of workpieces in collaboration with MPS and Studer.
Bazzan added that “A crucial factor in the design of the handling system is that it can be quickly adapted to different workpiece geometries, because our lot sizes are variable.”
Typical thread grinding process
The Studer S33 requires less than quarter of an hour for the complete machining of a screw spindle 8 mm in diameter and 120 mm in length. The thread is roughed and finished with the same grinding wheel. The grinding wheel is dressed repeatedly in the micron range throughout the grinding process. More than 1000 screw spindles of this size can thus be ground with one grinding wheel.”
The dressing process with a number of tasks
The grinding wheel dressing process performs an important function during grinding. On the one hand, the dimension and form of the grinding wheel are calibrated, and on the other hand the cutting ability of the grinding wheel is defined.
Julien Grosjean, the screw grinding manager, said “In the case of screw spindles we typically need to dress repeatedly during each production process. Both a diamond and a dressing roll are used for dressing. You can define the roughness of the grinding wheel relatively specifically with the dressing roll, and thus control the grinding process and the surface quality. We have carried out many tests in this regard, until finding the ideal dressing method for the roughing and finishing processes.”
Weyermann added that “If you consider the complexity of a grinding process and the dimensions of the machines – keyword thermal growth – then producing within IT02 tolerances in unmanned operation is hardly a matter of course. All seven Studer machines deliver exactly the precision and process reliability demanded by MPS on a daily basis. 24/7 production with the IT-02 tolerance ranges that we require is ultimately only possible thanks to the extremely high repeatability precision of our Studer grinding machines.”
Investments reduce production costs
Finally, Nercide takes a comparative look at the past: “Seven years ago we made between 2,000 and a maximum of 5,000 spindles, today we produce 50,000 spindles a year. We have continually reduced our production costs, not least thanks to investing in modern grinding machines.
"Seven years ago our production was four times as expensive. From this perspective, investments in modern production equipment are crucial for ensuring long-term viability. Ultimately, our production must satisfy the qualitative and quantitative requirements of our product range. We are perfectly positioned in the cylindrical grinding segment in this regard, not least because of our continued investments."
Related Glossary Terms
- backlash
backlash
Reaction in dynamic motion systems where potential energy that was created while the object was in motion is released when the object stops. Release of this potential energy or inertia causes the device to quickly snap backward relative to the last direction of motion. Backlash can cause a system’s final resting position to be different from what was intended and from where the control system intended to stop the device.
- clearance
clearance
Space provided behind a tool’s land or relief to prevent rubbing and subsequent premature deterioration of the tool. See land; relief.
- cylindrical grinding
cylindrical grinding
Grinding operation in which the workpiece is rotated around a fixed axis while the grinding wheel is fed into the outside surface in controlled relation to the axis of rotation. The workpiece is usually cylindrical, but it may be tapered or curvilinear in profile. See centerless grinding; grinding.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding machine
grinding machine
Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpiece surfaces. When ultrasmooth surfaces and finishes on the order of microns are required, lapping and honing machines (precision grinders that run abrasives with extremely fine, uniform grits) are used. In its “finishing” role, the grinder is perhaps the most widely used machine tool. Various styles are available: bench and pedestal grinders for sharpening lathe bits and drills; surface grinders for producing square, parallel, smooth and accurate parts; cylindrical and centerless grinders; center-hole grinders; form grinders; facemill and endmill grinders; gear-cutting grinders; jig grinders; abrasive belt (backstand, swing-frame, belt-roll) grinders; tool and cutter grinders for sharpening and resharpening cutting tools; carbide grinders; hand-held die grinders; and abrasive cutoff saws.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
- micron
micron
Measure of length that is equal to one-millionth of a meter.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- polishing
polishing
Abrasive process that improves surface finish and blends contours. Abrasive particles attached to a flexible backing abrade the workpiece.
- profiling
profiling
Machining vertical edges of workpieces having irregular contours; normally performed with an endmill in a vertical spindle on a milling machine or with a profiler, following a pattern. See mill, milling machine.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.





