CoroChuck 935 Hydraulic Chuck
CoroChuck 935 Hydraulic Chuck
Sandvik Coromant has introduced a high-precision hydraulic chuck for turning operations that offers enhanced pull-out security. CoroChuck 935 has been designed to deliver fast, rigid and secure clamping, time after time.
Sandvik Coromant has introduced a high-precision hydraulic chuck for turning operations that offers enhanced pull-out security. CoroChuck 935 has been designed to deliver fast, rigid and secure clamping, time after time.
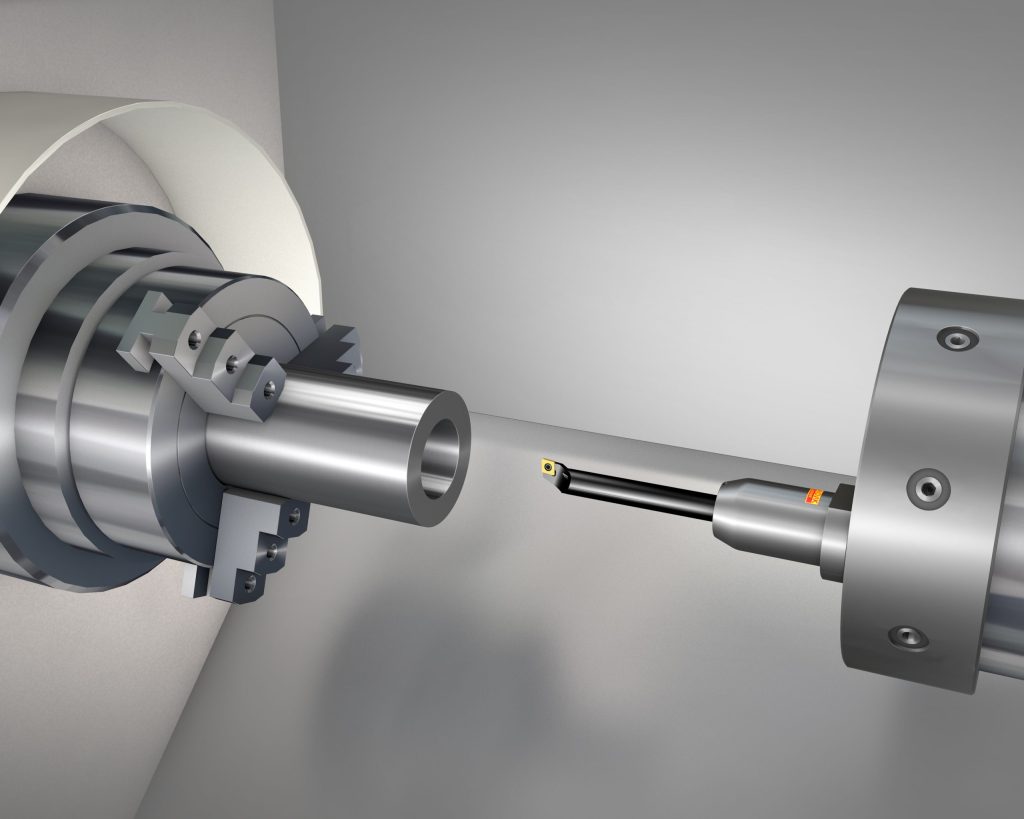
With clamping security assured, machine shops can confidently perform demanding turning operations, including those with long overhangs. In fact, CoroChuck 935 ensures a clamping length of four times the bar diameter. Developed for use on lathes, turning centers and multi-task turn-mill machines, the new hydraulic chuck covers most common machine interfaces.
"The design principal behind the high level of security offered by CoroChuck 935 is based on fulcrum technology," explains Åke Axner, global product manager – machine integration at Sandvik Coromant. "A thin, brazed membrane offers an optimized clamping function, whereby expansion creates two distinct clamping points on each side (fulcrums). The concept ensures the clamping force repeats for every use, providing the best possible pull-out resistance and damping performance."
Further benefits of the new chuck include the use of EasyFix sleeves to provide the correct center height and help reduce set-up time. EasyFix sleeves are a solution for cylindrical boring bars that sees a spring plunger mounted in the sleeve click into a groove on the bar to guarantee the correct center height. The metallic sealing also offers good performance in applications that require high pressure coolant. Moreover, EasyFix facilitates improved cutting action and insert life.
CoroChuck 935 is available in 20 and 25 mm bore sizes ( ¾ and 1 inch) to suit Coromant Capto, HSK-A/C/T, cylindrical shank and VDI machine interfaces. Imperial sizes are available in Coromant Capto and cylindrical shank interfaces.



