Hyperturn 200 Powermill Mill-Turn Center
Hyperturn 200 Powermill Mill-Turn Center
The Hyperturn 200 Powermill high-performance milling-turning center from Emco is for machining large workpieces up to 1,000 mm in turning diameter and for lengths up to 6,000 mm, workpiece weight of 1,500 kg in the chuck and up to 6,000 kg between chuck and tailstock. The powerful main spindle is designed for heavy cutting with a maximum torque of 6,410 Nm and 84 kW.
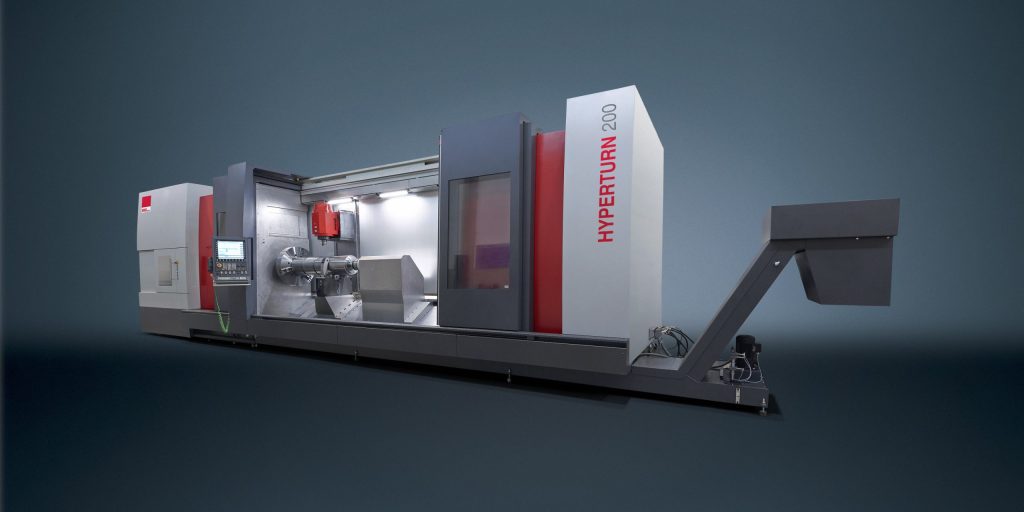
The Hyperturn 200 Powermill high-performance milling-turning center from Emco is for machining large workpieces up to 1,000 mm in turning diameter and for lengths up to 6,000 mm, workpiece weight of 1,500 kg in the chuck and up to 6,000 kg between chuck and tailstock. The powerful main spindle is designed for heavy cutting with a maximum torque of 6,410 Nm and 84 kW. The machine can process large, complex workpieces in general machining, aerospace, shipbuilding, power engineering and the production of shafts for diesel engines.
The moving column of the Hyperturn 200 Powermill is built in a "box-in-box" ram construction, assuring optimal rigidity and stability for machining with a high level of accuracy, the company reports. The B-axis is equipped with a torque motor and integrated into the ram design. The cross slides consist of a welded steel construction with high torsional and bending stiffness, a crucial factor for the quality of the turning and milling.
The machine feautures a turning spindle with 84 kW, 6,400 Nm torque, milling spindle with 80 kW at 700 Nm.
The machine can be equipped with two different milling spindles. The basic machine is equipped with a high-torque milling spindle (430/630 NM) at 6,500 rpm, and optionally a high-speed milling spindle (10,000 rpm/230/340 nm) is available as an alternative, such as for the special machining of light metal alloys and aluminum.
The robust and flexible tailstock can be expanded with a high-quality counter spindle with the same specifications as the main spindle.
The basic machine provides 50 tool positions at the front; 100 and 200 positions are also an option, available either with an HSK 100 or Capto C8 connector. Other customer-specific adjustments are in the number of NC steady rests that can be used, 5-axis simultaneous machining, automatic tool presets and workpiece measurement sensors, and a boring bar pick-up system.
The HT 200 Powermill is equipped with a Siemens 840D sl including Shop-Turn, which is successfully used in the other models from the Hyperturn range. Users can use the EMCO CPS Pilot system for the 1:1 virtual machine, as well as 100 percent simulation of the machining with collision detection.



