Specialized Tools for Specific Applications
Specialized Tools for Specific Applications
Carmex Precision Tools Ltd. sees a significant increase in demand for specialized tooling used in unique applications. According to Jim White, national sales manager for Carmex USA, "The ability of design engineers in leading edge industries to envision complex high-performance parts, coupled with new materials including made-to-order alloys, composites, glass, and ceramics, has resulted in the need for cutting tools that can deliver greater productivity and improved finish."
Carmex Precision Tools Ltd. sees a significant increase in demand for specialized tooling used in unique applications.
According to Jim White, national sales manager for Carmex USA, "The ability of design engineers in leading edge industries to envision complex high-performance parts, coupled with new materials including made-to-order alloys, composites, glass, and ceramics, has resulted in the need for cutting tools that can deliver greater productivity and improved finish."
While the higher cost normally associated with specialized tooling has in the past been a limiting factor, the high value associated with materials and machining operations on today's key components have made special tooling increasingly economical in terms of both performance and quality.
White explains, "For roughing operations or more conventional configurations, standard tools are fine, but the effort in trying to define a tool path for a unique design or discovering that off-the-shelf products will neither fit the form nor do the job effectively is leading more and more of our customers to work with us on designing and manufacturing the right tool for the right job."
Among the challenges recently faced by Carmex engineers is the need for thread milling for fracking pumps. Hostile conditions encountered by the pumps in working with abrasive flows necessitated the development of pump bodies that are extremely expensive due to a protracted hardening process. Jim White comments, "We solved the threading problem with the development of a highly efficient buttress thread mill that generated the desired threads quickly and efficiently."
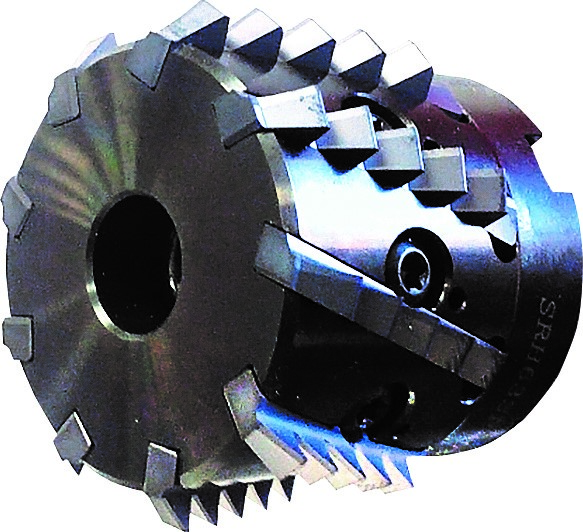
A further challenge involved the development of helical milling inserts designed to produce 10 and 28 pitch 60-degree serrations for aerospace chuck jaws and related critical components. "When it comes to high-precision parts, manufacturers are increasingly discovering that customized tooling solutions not only speed cycle times but provide a higher degree of quality assurance," states White. "A further example involves a series of multi-start Acme turning inserts and holders that speed production of drive nuts and shafts, as well as valve and pump stems and other parts. The fact that Acme threads are less common and standard Acme tooling offers fewer choices resulted in a production bottleneck. The solution is a series of inserts specifically designed to fit the appropriate applications."
Carmex offers engineering assistance as well as manufacturing capabilities for specialized inserts within their standard size range. Production programs for custom tooling ordered from Carmex are retained so as to speed repeat orders when necessary.



