Discover key coolant insights for smarter machining
Discover key coolant insights for smarter machining
Optimizing coolant selection and mixing boosts cutting performance, extends tool life, and reduces costs. Discover key insights for smarter machining.
Coolant costs only 0.5%, but affects up to 95% of the product cost per workpiece, according to Blaser Swisslube Inc. Because it represents a small initial percentage, many end users do not take coolant into account in the production of their parts, said Brett Reynolds, senior application engineer for the Goshen, New York-based manufacturer of metalworking fluids. "They always worry about cutting tools, the machines they are using and, of course, labor and overhead costs are quite substantial. One thing that they don't consider is the metalworking fluids that touches all of those."
Coolant is directed at the tool/workpiece interface, splashes on machine surfaces and lands on workers, Reynolds noted, adding that a low-cost coolant can reduce cutting performance by not lubricating properly, eat paint from a machine and damage its seals and cause dermatitis. "This costs you a lot of money."
To help reduce costs, he recommends selecting fluids that are formulated to increase tool performance and are safe for machines, and that generate few — if any — health and safety complaints. For example, a low-quality coolant might only allow a manufacturer to produce 30 parts per tool. "You put in our coolant, now you're getting 40, 45, 50 parts per tool, which is not uncommon."
Extending tool life is all well and good but reinvesting that gain to increase machining parameters and decrease cycle times while equaling the previous tool life, that generates more profit for manufacturers, Reynolds said. "We call it the leverage effect."
Selecting the proper coolant formulation for an application is important, but it also must be managed correctly to keep production costs down, said Tim Stiers, manager of the technical engineering team at Castrol/BP Lubricants USA in Lewiston, New York. That management process begins by effectively and consistently monitoring the coolant. Castrol offers SmartControl to monitor and control a central system of metalworking fluids automatically and continuously without the need for human intervention. The real-time condition monitoring enables the measurement of concentration, pH level, conductivity, temperature and volume flow.
"It takes it out of the hands of the customers having to do so many things manually," he said. "What we found is it does reduce how much coolant they use and how much water they use as well."

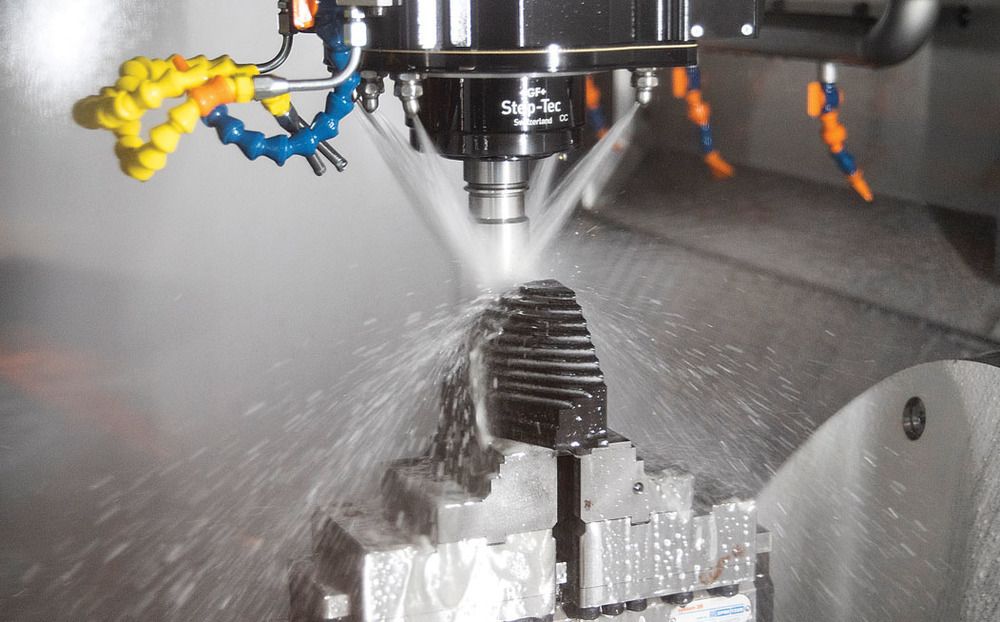
High-pressure coolant is applied when machining this graphite workpiece. Blaser Swisslube
Refining Recipes
Coolant manufacturers are challenged, however, by the need to produce formulations that are not only effective but adhere to ever tightening environmental regulations. While the European Union has regulations restricting boron, formaldehyde-releasing agents and biocides in coolant, Jennifer Johns, applications engineer at Castrol, said U.S. customers are actively trying to eliminate chlorine, or chlorinated paraffins, in neat cutting oils. "Chlorine in the states is much more heavily regulated. They want to reduce chlorine in their waste stream, as well as their reporting."
Nonetheless, coolant manufacturers often have a global reach and develop formulations that are suitable for multiple markets. Castrol, for instance, developed XBB technology to provide cutting fluids that are formulated without boron, biocides or formaldehyde-releasing agents and use a dual-action chemical buffer that resists changes in pH, according to the company.
In addition, Castrol says customers using XBB technology report extended coolant life. "We have customers that have gone seven even up to 10 years on a big central system without dumping and recharging with the XBB," said Brian Halstead, technical engineer for Castrol.
With that XBB formulation, Johns emphasized that it is critical to monitor the pH level and make sure that it does not drift. Management of pH for a coolant without boron and biocide can be challenging. "Managing the coolant has to be much more intensive. You can't skip several days and not look at the level."
She added that Castrol's Techniclean XBC water-based cleaners can be used with XBB formulations to extend coolant life and give a boost to the coolant by recycling spent cleaner at the end of its useful life into the coolant. This is done without compromising the coolant performance while reducing water consumption and used cleaning fluid disposal costs.
In Europe, boron is considered a substance of very high concern, Reynolds pointed out, so Blaser Swisslube does not formulate its coolant with boron. Nonetheless, certain secondary amine packages are still being used by various coolant manufacturers, which preform various functions, like corrosion inhibition and pH buffering agents. However, these secondary amines are inherently toxic to microbes, which produces a biocidal side effect. The FDA regulates, approves and registers biocides for use in the metalworking fluid industry. These biocides undergo toxicological safety studies for human compatibility, whereas these secondary amines being utilized do not, thus making them an unregistered biocide. "One additive that we see that's a secondary anime is DCHA, or dicyclohexylamine — a rather nasty additive."
A better approach, according to Reynolds, is to look at formulations that contain ingredients that bacteria cannot metabolize and use as food to grow and degrade the coolant. One example is the Blasocut Bio-Concept in which water-miscible Blasocut emulsions stay biologically stable without needing any bactericides, preventing bacteria from becoming resistant to an additive and causing the additive to be no longer effective. "One thing when you try to combat bacteria, fungi and microbes in general with biocides, it's a losing proposition. It comes back to the old adage from the movie 'Jurassic Park,' life finds a way. We have coolants running three to four or five years now that have absolutely no bacteria growth and there are no biocides in those coolants."
Mix Master
Using the proper coolant formulation for an application is important, but the concentrate must be evenly distributed throughout the metalworking fluid, explained Steven Lowery, executive vice president for oelheld U.S. Inc. in West Dundee, Illinois. "Whether it's a soluble oil, a semisynthetic or even a synthetic, proper mixing is key."
Proper mixing begins with adding the concentrate to the water, which can be up to 95% of the coolant, Lowery noted. "We use the term 'O.I.L.' — oil in last."
He added that the concentrate should be added to the water with agitation, using at lease a paddle or paint stirrer. "Unfortunately, too many people put the concentration in the bottom of the bucket/container and then they add the water and hope that pouring the water in will mix it properly."
That process might work with a synthetic, Lowery said, but if the coolant is not properly mixed, a loose, or sloppy, emulsion results rather than a tight one. A tight emulsion will have the oil droplet in the center and the water molecules around the outside. On the flipside is an inverted emulsion in which the water is on the inside and the oil is on the outside. "It could form into a grease or a paste."
However, manual mixing presents the possibility of improper mixing and shop labor is expensive, so he recommends using a mixing device. A low-cost option is a venturi mixer, which uses water pressure to draw the concentrate into a mixing chamber where it infuses the concentrate into the water stream. However, if the water pressure is too low, the device does not draw enough coolant, and so a consistent pressure of 40 psi to 50 psi is needed.
The next step up is a proportional-type valve, or mixer, where the user takes a volumetric amount of water and mixes in a volumetric amount of concentrate to achieve the proper concentration, Lowery explained. These mixers operate independently of water pressure and are more common in large machine shops and facilities with a central distribution system, but can be used in any size plant.
Water Matters
With water being the main component by far in a water-extendable coolant, the quality of that water is a major factor in coolant longevity, Lowery said. "If you have poor water quality, chances are you're going to have a poor coolant mix."
For example, he noted that hard water from Lake Michigan is good quality for drinking and for making coolant, while the well water that's tapped outside the metropolitan Chicago area can still be quite hard with magnesium or calcium or both if the water is not treated by a municipality.
"Those two minerals can wreak havoc on the emulsion's stability, especially if you're using a soluble oil or semi-synthetic," Lowery continued, noting that magnesium negatively impacts coolant stability three times as much as calcium.
In the southern U.S., such as Alabama and Mississippi, as well as parts of New England and the Pacific Northwest, soft water is common, he said. Soft water is helpful for coolant stability but can lead to foaming issues. Select a formulation with anti-foaming agents or a user can artificially increase the hardness of the initial machine sump charge "so that we can get into that sweet spot of coolant hardness."
Another sweet spot regarding foaming is the pressure that a coolant is delivered. Reynolds noted that most coolant manufacturers offer products that won't cause excessive foaming at 69 bar (1,000 psi) while some part manufacturers want to push the envelope and double that pressure to achieve better results but end up stressing the equipment more and creating more foam. "They've gone up to 2,000 psi and really don't see a lot of appreciable difference between 1,000 and 2,000 psi."
Machine tool builders also play a role in foam generation by offering more compact equipment to conserve space, Reynolds said, but the machines end up having smaller coolant sumps as a result. A smaller sump increases foaming because the fluid can't release the entrained air fast enough, and the pumps start sending an aerated fluid. "That tends to make these multistage coolant pumps cavitate and creates even more foam."
Options exist for treating water, such as commercial water softening. While softened water is fine for bathing or cleaning dishes, it is some of the worst water for coolants, Lowery noted. The process exchanges calcium and magnesium cations, or positively charged ions, for sodium cations. "That's not good for the coolant."
More effective methods are reverse osmosis and deionization, according to Lowery. Reverse osmosis generally filters out more than 99% of contaminants, including elements that make water harder, meaning the hardness is reduced by about the same percentage. As the name implies, deionization removes ions, such as minerals and salts, from the water, enabling the coolant to perform better and last longer.

Work continues at Blaser Swisslube's R&D facility. Blaser Swisslube
These processes are frequently seen as too expensive and technological overkill, Lowery said, while noting that oelheld recently upgraded its deionization (DI) water system. "For 10, 15, 20 cents a gallon, you could get a DI water system installed, especially if a user uses a lot of water." DI water prevents the dissolved solids in water from increasing over time.
He summarized that bad water and a mediocre coolant will create a bad product, while bad water and a high-performance coolant still results in a bad product. "You're not going to be happy. But if you have good water and a good coolant, you're really going to be happy."
Complete Control
To extend coolant life and reduce consumption and costs, Blaser's Reynolds emphasized that controlling the concentration is key. In addition to monitoring the coolant percentage and pH level, for instance, effective maintenance practices that keep free oil out of the coolant are needed. Free oil includes tramp oils, way lubes and spent oils. "If you're not removing them, eventually those get back into the coolant and you're never going to get them out."
When that's the case, bacteria feed on their ingredients and create hydrogen sulfide gas, which becomes trapped underneath the oil layer, he explained. "When you break the oil layer, there's a bloom of hydrogen sulfide gas that comes out and makes everybody want to leave the area because it stinks so bad."
Reynolds added that a skimmer or coalescer-separation system can keep the tramp oil out. In addition, Blaser offers way lubes that are compatible with metalworking fluids and do not have a negative impact on them.
Providing the appropriate coolant requires a coolant manufacturer to access customers' applications and needs to determine which fluids make the most sense to enable the lowest total cost of ownership, Stiers said. Although Castrol offers high-performance coolants that could be effective for every application, they would often be overkill and negatively impact the bottom line.
For customers that do not need high performance, he noted that Castrol offers affordable fluids that provide the essential benefits of dissipating heat, decreasing friction, flushing chips and protecting from corrosion. A new one is Hysol 11 FF, a mineral-based, soluble coolant that is suitable for machining and grinding ferrous metals such as cast iron and low-alloy steel.
Halstead concurred that the objective is to give customers the coolant they need, which can involve some leg work. "We go in and see what the customer is doing, review their operations and understand the tools and what's going on with the process. And then give the best fit. That way you stay more competitive, and it also helps build relationships with customers for longevity."
Glossary terms in this article





