Good News About Eta Phase
The presence of an eta phase between a coating and the substrate is generally considered harmful to coating adhesion.
It has long been recognized that coatings can enhance the performance of cemented-carbide cutting tools. A wide variety of coatings are available, and each has its own unique properties. Titanium nitride (TiN) has strong oxidation resistance and a low coefficient of friction. Aluminum oxide (Al2O3) is recognized for its heat-resistant properties, and titanium carbide (TiC) and titanium carbonitride (TiCN) have high hardness and wear resistance.
Tool coaters have achieved even higher levels of performance by combining different coatings in a multilayer configuration. These coatings benefit from the advantages associated with each of the coating materials used. For example, the hardness provided by TiC alone promotes longer tool life, but when TiC is used in conjunction with other coatings, tool life can extend even further. Multilayer coatings are a testament to the premise that the whole can be greater than the sum of its parts. However, the combination of different coatings does not, in and of itself, guarantee enhanced performance. The process by which these coatings are deposited has a direct impact on whether the multilayer coating will increase tool life or whether the tool life might be reduced. Much of the coating’s success will depend on the creation of eta phase during the deposition process. For tool users to accurately assess the quality of their tools’ coatings, and the quality of the firm that applied those coatings, they must understand how eta phase is created and how it affects cutting tool performance.
The Importance of Adhesion
One of the factors associated with the coating-deposition process that can determine the impact of the coating on cutting tool performance is grain size. Coatings with fine grain size have been found to resist wear better than those with coarse grain size. Grain orientation has also proven to influence coating performance. Even more critical to performance than grain size and orientation, however, is the adhesion of the coating itself.
Technically speaking, the adhesion of the coating is related to the interfacial reactions occurring on the surface of the cemented-carbide tool at the onset of deposition. There is a direct correlation between the adhesion of the coating, as a result of these interfacial reactions, and the performance of the tool: The stronger the adhesion, the longer the tool life. If there is poor adhesion, a coated carbide tool may not perform as well as an uncoated carbide tool because of alterations to the substrate that may have occurred during the coating process. Under certain coating conditions, carbon may be removed from the substrate, thereby weakening the substrate. This removal of carbon from the substrate, and the void it creates, is generally referred to as eta phase. If the coating does not adhere well enough to compensate for the weakened substrate—adding structure and thereby improving the overall strength of the tool—the outcome can be inferior performance and reduced tool life.
The Two Sides of Eta Phase
There are two deposition processes commonly used for the coating of tungsten-carbide cutting tools. They are chemical vapor deposition (CVD) and physical vapor deposition (PVD). PVD is a line-of-sight process that implants the coating on the surface of the substrate. CVD is a chemical reaction that actually creates the coating during the process, and it is “grown” on the outer surface of the substrate. Certain reactions in the CVD process combine titanium tetrachloride (TiCl4) with a carbon source to form TiC. If a nitrogen source is also introduced, TiCN is formed. When these reactions take place, conditions are right for eta phase to grow
Eta phase forms as carbon is diffused from the substrate. This diffusion occurs as part of the chemical reaction that creates TiC or TiCN from TiCl4 and a carbon source. As carbon is diffused to the surface of the substrate, the result is a compound of tungsten, cobalt, and carbon in a carbon-depleted zone, which is referred to as eta phase.
Because eta phase is very hard and brittle, it can result in a loss of the tooląs edge strength. Eta phase is also more dense than the tungsten carbide from which it is being formed. This density results in porosity, or pores, at the interface between the coating and the substrate. These pores, which appear as voids when viewed under a high-power microscope, can adversely affect the adhesion of the coating.
Eta phase does not form the same in every case, however. In some cases, the composition W4Co2C (M6C) is formed. In other cases W6Co6C (M12C) is formed. The type of eta phase that forms has a significant impact on the subsequent performance of the tool. Less carbon is diffused from the substrate when M6C is created and, as such, M6C is higher in carbon content than M12C. Therefore, the formation of M6C will result in lower levels of eta phase.
Conditions in the coating furnace during the deposition process determine which type of eta phase forms. When gases are introduced into the furnace, decarburizing conditions may be created. These conditions can, in turn, promote diffusion of carbon to the surface of the substrate. When decarburizing conditions are present, the M12C form of eta phase is created. A highly decarburizing condition will result in the presence of free tungsten and the creation of a measure of eta phase that can significantly affect the adhesion of the coating (Figure 1). Ultimately, the performance of the tool is compromised.
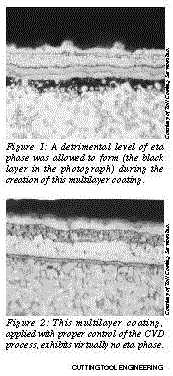
When the conditions in the coating furnace are less decarburizing, the diffusion of carbon from the substrate is reduced. A furnace under these conditions will produce more of the M6C form of eta phase. In a controlled gas composition, or nondecarburizing furnace, eta phase can be controlled and can be used to actually improve the adhesion of the coating (Figure 2). As a result of this carefully controlled eta phase, the coating is able to form a bond with the substrate through the shared carbon. This sharing creates a stronger bond and better adhesion. Because the difference between useful and harmful eta phase depends on the decarburizing conditions in the furnace, it is critical that the tool coater carefully controls the gas flows.
Two factors should be considered, however, regardless of whether M6C or M12C is created. The first factor is the amount of eta phase that forms. A problem can begin to occur when too much carbon is diffused from the substrate and detrimental pores are left in its place. In this situation, rather than increasing the cohesion between the substrate and the coating, the eta phase can impair adhesion. The second factor is whether eta phase is continuous or discontinuous. When eta phase is continuous, and sizable in nature, it creates what appears to be a pocket between the substrate and the coating, rather than a bond between the two. When eta phase is in excess of 2µm on a coated tool, there might be a marked decline in tool performance, especially when eta phase is continuous along the entire surface interface with the coating. Conversely, discontinuous eta phase of 1µm or less can actually enhance adhesion, thus reducing the incidence of spalling during the cutting process and, thereby, increasing tool life.
Avoidance vs. Control
Some people believe that it is better to avoid eta phase than to control it. In their attempts to avoid eta phase, they may choose PVD coatings rather than CVD coatings. Because PVD is done at much lower temperatures than CVD and does not require a chemical reaction with the substrate, no carbon is diffused from the substrate during the process. Without the diffusion of carbon, eta phase does not form. However, CVD usually results in better coating adhesion than PVD. Should a tool user select PVD for the express purpose of avoiding eta phase, the overall objective of improving adhesion may still not be achieved. There are reasons PVD might be chosen as an alternative to CVD—PVD subjects the tool to lower process temperatures, and PVD coatings are thinner and sometimes better suited for a sharper edge. But PVD is not the answer if the tool user is trying to increase adhesion through the absence of eta phase.
With multilayer CVD coatings, some tool coaters try to eliminate the creation of eta phase by using a base layer other than TiC or TiCN. For instance, they may use a material such as TiN. Using TiN as the base coating will avoid the diffusion of carbon from the substrate into the coating layer. Since there is no diffusion from the substrate, there are no interfacial reactions occurring on the surface of the cemented-carbide tool at the onset of deposition. As a result, no eta phase is created. However, the bond of this first coating layer will resemble the bond created by the PVD process, due to the lack of an interfacial reaction. Although the layer is being grown chemically, its adhesion coefficient may be closer to the adhesion coefficient of a coating applied with the PVD process, because the layer is grown on top of the substrate rather than in conjunction with the substrate. Once again, adhesion may suffer even though the process has avoided the creation of an eta phase.
The Better Choice
Since adhesion is the immediate concern when considering the formation of eta phase, it will do little good to choose a process to eliminate eta phase unless the process can also promote the overall adhesion of the coating layer. A better alternative might be to control eta phase rather than eliminate it. Since a tool coater can produce better adhesion by controlling eta phase, the selection of alternative methods in an effort to eliminate eta phase may be counterproductive.
Adhesion is a major contributing factor in determining whether the use of a coating will, in fact, increase tool life. The desirability of an eta phase must be considered in light of the eta phase’s affect on adhesion. Although eta phase has often been viewed as a detriment to tool life, the presence of eta phase does not necessarily mean that adhesion will be jeopardized and that tool performance will suffer as a result. In fact, just the opposite can be true. Small levels of eta phase can result in a stronger bond with the substrate, better adherence of the coating, and overall improved tool performance. For these beneficial results to occur, the eta phase level must be 1µm or less. Eta phase in excess of 2µm, on the other hand, will probably reduce overall tool life.
In light of eta phaseąs potential benefits, tool coaters and users should place greater emphasis on the selection of a coating process that can control the presence of eta phase. Several factors must be considered in the selection of a coating process. First and foremost is the type of application the coated tool will be used for. This will determine whether a CVD or a PVD process will be better suited for the tool. A second factor is the selection of the coating layers. TiC as a base layer may prove to provide the highest level of adhesion with the substrate. Factors that control the presence of eta phase must also be considered. To minimize eta phase and properly control its formation, it is imperative that the tool coater utilize an appropriate coating furnace and computer process.
If the furnace and the computer process promote decarburizing conditions, the excess eta phase that forms can negate the tool coatingąs ability to improve tool life and performance and can actually result in tool life that is shorter than an uncoated tooląs. Conversely, if the formation of eta phase is controlled, better adherence with the substrate will occur than is possible without an eta phase, and longer tool life will be the result. To control the creation of eta phase, the process should maximize the use of computer controls and minimize the need for human intervention. Computerized process controls will provide the greatest opportunity for consistent eta phase formation and repeatable tool performance.
About the Authors
Michael Weiner is president of Toll Coating Services Inc., Itasca, IL. Wayne Beth, director of coating at Toll Coating Services, provided technical assistance in writing the article



MFGAxis Discussion