Launch pad: Threadmilling is an attractive alternative to tapping
Launch pad: Threadmilling is an attractive alternative to tapping
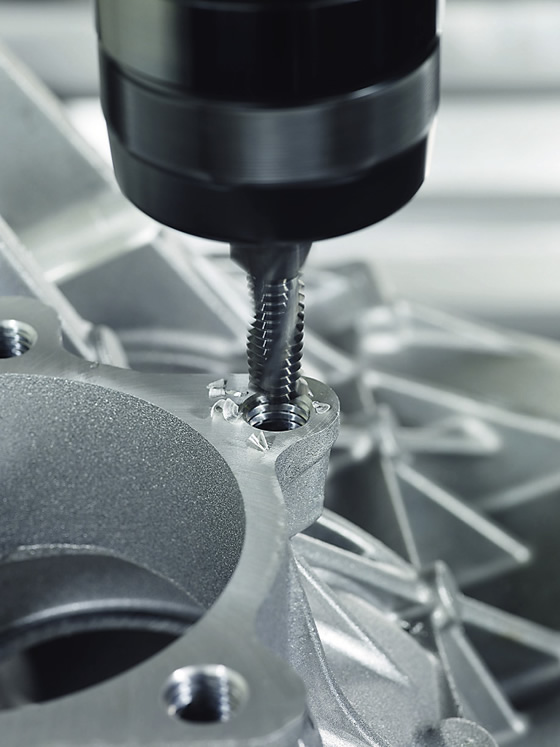
Orbital thread milling is an attractive alternative to tapping, according to a report filed by Walter AG.
Threads can be machined with various processes, each with pros and cons. However, the growing complexity of manufactured parts and cost of workpieces present an ever-stronger case for orbital thread milling.
Courtesy of All images: Walter USA
A thread milling drill with a countersink saves tool magazine positions and machining time.
The use of higher-cost, difficult-to- cut materials—such as high-alloy stainless steel, nickel-base alloys and titanium alloys—has long been common in a host of high-tech industries. However, these expensive materials are being increasingly found in general manufacturing as well.
Complex parts often require a range of threads. Machining them is normally the last step in a long, costly process. If a tap breaks in an expensive workpiece, a time-consuming visit to the EDM is often required to remove the tap. In the worst-case scenario, EDMing fails and the shop is left with nothing more than high-cost scrap.
No Coiled Chips
A threading technology that maximizes process reliability would, therefore, be preferred. Thread milling fits the bill. Unlike tapping, a single tool can cut threads of different diameters, provided those threads have a common pitch.
A thread mill has a smaller diameter than the hole. If it breaks, it does not get jammed in the hole and is simply retracted. With thread milling, coiled chips are not able to form. Instead, only short and easy-to-remove chips are produced.
Thread milling can be performed on any 3-axis machine that can gen- erate a helical movement with the exact thread pitch. Most shops have such as machine.
Programming is simple when thread milling. The required machine code can often be created at the touch of a button. If not, full-service toolmakers can provide thread milling programs for all controls through online and offline software that provides tool and cutting data. All standard threading tools, including data on features such as cutting edges, coatings and substrates, should be available in these formats.
Milling Small Threads
The topic of process reliability is particularly important for small threads, as thin, delicate taps break more easily when under loads that exceed the structural limits of the tool. For threads M1.6 to M12, experience with thread milling cutters has been positive, with a growing number of machine tools capable of utilizing the technology and more toolmakers offering tools in that product range. Some toolmakers have introduced variants (M2 to M6) for hard materials. For example, the thread mills for general applications from Walter have three thread pitches, and the types for hard materials have two.
Thread milling with a low radial DOC and with only two or three thread pitches reduces the lateral forces, which means the threads must be precise and, above all, exactly cylindrical. For example, the Walter thread mills are for holes 2 and 3 diameters deep. From M5 to M12, the line includes variants available with internal cooling for enhanced tool life.
Process Combinations
Along with enhanced process reliability, one of the key advantages of thread milling is that it is the only threading technology that allows a combination of two or even three operations to be performed with one tool. Therefore, users can save tool magazine positions and time when, for example, applying a thread mill with a countersink or a thread milling drill with a countersink. And because most threads must be chamfered to prevent burr formation and simplify part assembly, an additional countersinking tool would be necessary without a combination tool.
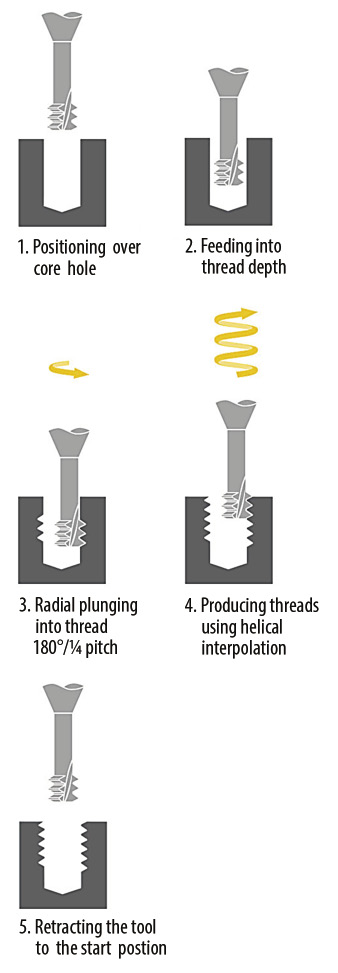
The operating method for thread milling.
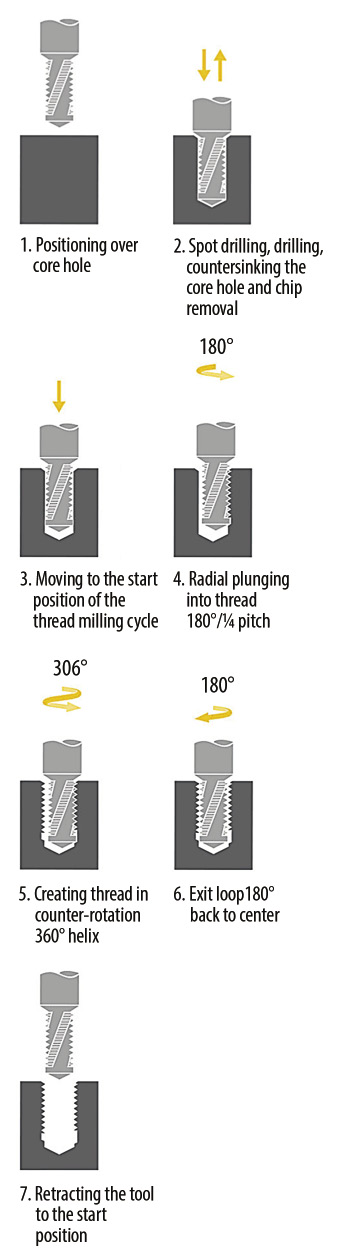
The operating method for a thread milling drill with a countersink.
Combining drilling, countersinking and thread milling in one work step puts a high demand on the cutting tool. Therefore, a combination cutter is not suitable for all work materials. Thread milling drills with a countersink are suitable for gray iron, ductile cast iron and aluminum alloys. As complex, costly components are sometimes made of these materials, the combination tool pays even greater dividends.
With a combination thread mill, the user can reduce process time by as much as 50 percent compared to using three individual tools through fewer tool changes, fewer tools to produce the finished thread and increased machine uptime. In addition, a technological advantage exists: Because they are produced with one tool, core holes and threads are arranged with exact concentricity to one another.

An array of standard thread mills are available, such as this one from Walter.
While smaller threads are a natural application for thread milling, what about larger threads, where the danger of tap breakage is lower? Thread milling is attractive for these applications as well. When cutting threads with large diameters, the power requirement increases rapidly. Some modern high-speed machine tools cannot generate the required torque at a lower rpm. However, the power required for thread milling is considerable lower than when applying cut taps or thread formers. In terms of thread diameter, there is, theoretically, no upper limit when thread milling. The only limiting factor is tool pitch. If a tool is available where the pitch is 3mm (M24), it can produce all thread diameters for which this pitch applies, which includes an M80x3 or M100x3 fine thread.
With thread milling on the rise, toolmakers are introducing cutters for milling threads even smaller than M1.6, and solutions for large diameters are being developed. Also, indexable-insert cutting tools are available from some suppliers and planned by others. Indexable thread mills are complex tools with very tight tolerances and must provide useful and practical solutions for parts manufacturers. CTE



