One PVD coating technique with certain advantages
One PVD coating technique with certain advantages
Most PVD coaters use cathodic-arc evaporation, in which an electric arc vaporizes the coating material from a cathode. The vaporized material condenses on the tool, resulting in a wear-resistant coating imbued with whatever qualities the coater is looking to impart to the tool. But there's another, less-common physical-vapor-deposition method called high-power impulse magnetron sputtering, or HIPIMS, that combines the advantages of high ionization from cathodic-arc techniques with the superior adhesion of magnetron sputtering.
When you think about PVD coating, you probably think about the type of coating on your cutting tools, but do you consider how it gets there?
Most PVD coaters use cathodic-arc evaporation, in which an electric arc vaporizes the coating material from a cathode. The vaporized material condenses on the tool, resulting in a wear-resistant coating imbued with whatever qualities the coater is looking to impart to the tool.


A sputtering cathode lights up under high voltage. Image courtesy Angstrom Sciences.
But there's another, less-common physical-vapor-deposition method called high-power impulse magnetron sputtering, or HIPIMS, that combines the advantages of high ionization from cathodic-arc techniques with the superior adhesion of magnetron sputtering.
Smooth, Dense
HIPIMS is a derivative of a process called magnetron sputtering, in which a high voltage is applied to a sputtering cathode that deposits a plasma coating on the target surface while accelerating argon ions toward the target. The argon ions project the sputtering material onto the surface, depositing the coating.
When you coat a tool using a cathodic arc, "you have a high-energy electrical arc that basically rasters on the substrate," said Mark Bernick, president of cathode and magnetron manufacturer Angstrom Sciences Inc., Duquesne, Pa. "When you do that, you are basically vaporizing the surface layer, resulting in both microparticles and macroparticles, which means the distribution of the coating material varies."
Both cathodic arc and HIPIMS take place in a vacuum chamber, and both use electricity to vaporize the coating material. The advantage of cathodic arc is that it's a quick process and its power supplies are relatively inexpensive, and if surface finish is not a major consideration, the uneven distribution may not be an issue.
However, sputtering provides a more homogenous particular distribution. HIPIMS, as the name states, relies on high-power pulses rather than constant power, meaning the sputterant approaches the substrate perpendicularly and with higher impinging energy than in the cathodic-arc process. The result is an extremely smooth, dense coating that effectively adheres to the substrate.
On the Pulse
"HIPIMS is basically the embodiment of a new type of power supply," said Gary Lake, president of coating service provider CemeCon Inc., Horseheads, N.Y. "Conventional sputtering uses constant power; with HIPIMS, you need a power supply that is capable of storing energy and then pulsing that energy at a very high level, using something like a 10-kilowatt supply to generate 1-megawatt pulses. We've addressed many of the physical problems associated with that process, and the resulting power supplies are much more reliable."

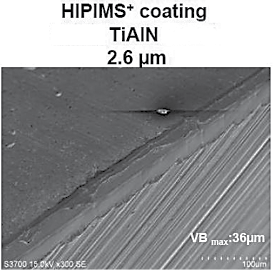
Compared to arc evaporation, a HIPIMS+ coating allows for equivalent cutting performance with about a 1µm-less coating thickness. Images courtesy CemeCon.
Along with power-supply-related differences from conventional sputtering, HIPIMS is further differentiated into two variants, yielding slightly different results.
"One version uses relatively short, very-high-power pulses, and the other is lower power but gives the ability to program the pulse shape," explained Michiel Eerden, tooling product manager at IHI Hauzer Techno Coating B.V., Venlo, Netherlands, which offers both variants, as well as arc evaporation. "The results are functionally very similar, but we decided to adopt both in order to offer our customers what is most useful for their application."
Usually, the lower power-supply costs and shorter turnaround associated with arc evaporation win, he continued, but whenever the job involves a soft or sticky substrate that tends to adhere to the cutting tool, the additional cost of HIPIMS is worth considering.
Barrier to Entry
"People are still looking for commercial applications for HIPIMS, but nobody's hit 'the big one' yet," said Frank Papa, U.S. business and technology manager for Liverpool, U.K.-based sputtering technology developer Gencoa Ltd. "HIPIMS systems are still quite expensive, and there isn't widespread demand in the tool coating industry at this point. We need to reach the point where power supply costs come down significantly in order for it to be attractive to the industry as a whole.
"It's caught on a bit more in terms of metallization of plastics, semiconductor components and things like that, but cathodic-arc coating is still the major player in industrial tooling," he continued. "HIPIMS just hasn't proven itself to be the 'holy grail' of coating technology that people thought and hoped it would be."
Hauzer's Eerden agreed that HIPIMS, for all its advantages, may have a hard time competing with arc evaporation from a purely economic standpoint. The cathodic-arc deposition rate is higher, the machines are less expensive and, technically, it's a much easier process.
"We do see a growing amount of niche applications where the advantage of the HIPIMS technology—specifically, the smoothness of the coating—is enough to offset the additional expense associated with the process," Eerden said, adding, "Still, arc evaporation will remain the main technology for many general machining applications."
Diminishing Difficulties
However, Lake, citing CemeCon's 30 years working with sputtering technology, as well as noting recent improvements to the physical components, believes HIPIMS is on the rise.
"We've been doing nothing but sputtering for our entire existence, and we've always believed we could see better results than the early technology allowed," he said. "Deposition rates are much higher today, and the structures have less stresses, which means we can apply thicker coatings."
Arc and traditional sputtering can introduce stress into a material, which can limit coating thickness to around 3µm, Lake noted, while CemeCon routinely applies 5µm to 8µm coatings using HIPIMS. In addition, the high energy of the pulse results in ionization of the metal that approaches 100 percent, which contributes to even smoother, more uniform coatings.

Hauzer's Flexicoat coating equipment offers multiple coating technologies, including variations on arc evaporation and HIPIMS. Image courtesy Hauzer Techno Coating.
"The bottom line is, we are seeing excellent results in terms of deposition rates, coverage uniformity, achievable thicknesses and ductility—it just took us a while to get here," Lake said. "There are obstacles, but they don't lie with the process."
An early issue was voltage loss between the power supply and cathodes—as much as 30 or 40 percent, Lake continued. In addition, while he acknowledged that deposition rates for the HIPIMS process are thought to be considerably lower than competing processes, the physical limitations seem to be disappearing as the technology is refined.
"All the things you want from a PVD coating seem to be embodied in the HIPIMS technology," Lake said. "What we thought were problems, upon closer investigation, don't appear to be anymore. However, a very real hurdle is that most of the companies coming at it from an arc-based perspective don't have a base of sputtering knowledge they can apply. It's not intuitive, and there's not much parallelism between sputtering and arc. Arc is so prevalent and established that it's difficult to find people with sputtering experience as it relates to cutting tool applications."
Ultimately, each method has its benefits. Arc evaporation offers speed, economy and simplicity, while HIPIMS provides flexibility and, arguably, superior results, but at a higher cost. The best way to decide which method is appropriate, said Hauzer's Eerden, is to consider the requirements of a specific application.
"There is an ever-growing number of applications where the best results will come from HIPIMS," he said.

CONTRIBUTORS
Angstrom Sciences Inc.
(412) 469-8466
www.angstromsciences.com
CemeCon Inc.
(607) 562-2363
www.cemecon.com
Gencoa Ltd.
+44 151-486-4466
www.gencoa.com
IHI Hauzer Techno Coating B.V.
+31 77-355-97-77
www.hauzertechnocoating.com



