Open Minded
Open Minded
Open controls allow users to integrate commercially available hardware and software with machine tool CNCs. This article reviews how different CNC makers have designed systems that incorporate or connect with PC-based products to offer this level of flexibility. Accompanying Articles describe one shop's experience with open architecture and list the skills needed to operate these new systems.n
CNC users want open-architecture controls, and that's what their suppliers will deliver. The challenges that CNC manufacturers face include figuring out what "open" means and how best to bring
products to market that conform to the definition.
"Everybody has a different definition of what 'open' means," said John Turner, manager of open-system CNCs at GE Fanuc Automation, Charlottesville, Va.
Most agree that an open control allows users to integrate commercially available hardware and software with machine tool CNCs. Opinions diverge, though, about the best way to get "open." To some, an open CNC incorporates a PC processor. Others promote an arrangement in which the CNC interfaces with a PC via a bus. And still others champion CNC circuit boards that can be plugged into any PC.
As with the differing opinions about what constitutes "open," everybody also has a different idea about what benefits an open control should provide.
Users ask CNC manufacturers to supply functional solutions to operating problems ranging from computer-to-computer connectivity to the collection of production data. They also ask for things such as an easier way to download programs and simpler operator interfaces.
The PC/Microsoft Windows approach fills many users' needs, but it is not a "true" open solution. Windows is a de facto standard—a standard by default—that's used on more than 90 percent of existing PCs and is supported by a tremendous array of software.
Still, the PC-based interface delivers on many requirements. Connectivity and data sharing are easier when the same operating systems and computer networks are used. There's also the matter of operator familiarity. Those who have seen and used Windows will enjoy an advantage when operating a PC-based machine tool.
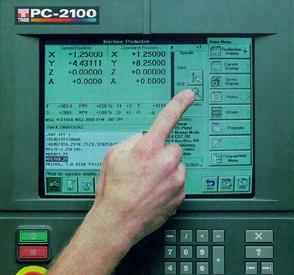
An advantage of PC-based controls is that almost everyone is familiar with Windows-type displays.
Determining Needs
According to Turner, it's important for CNC users to determine what they hope to achieve or change by acquiring an open system. "With this information, we can give them the right tools to achieve their goals," he said.
Turner said that one goal users share is the desire to make their equipment easier to run, because finding trained operators is difficult. "Making machine operation intuitively obvious with a menu-driven interface simplifies running the machine," he said.
Another shared goal, according to Turner, is that users want the "ability to use productivity tools, such as Access or Excel [software], to gather data that will give them knowledge about, or let them make decisions about, their processes."
Mitsubishi Electric Automation's marketing manager for CNC products, Scott Rholfs, added: "Users are looking for some hardware independence. They don't want to be completely reliant on the supplier for all replacement parts. They want to be able to include options or add-ons without having to buy them from the CNC supplier at an exorbitant rate. PC products are easy to get."
PC-based CNCs also save time, said Nyles Priest, CNC product manager at Giddings & Lewis Controls, Fond du Lac, Wis. He recalled one customer who wanted to install a touch screen on an operator panel. Accomplishing the task was simply a matter of finding the appropriate software and loading it into the customer's PC-based CNC. With a proprietary system, said Priest, it would have taken many man-months to develop the interface.
Built-In & Bus Routes
CNC makers offer different solutions to the puzzle of PC-based machining. GE Fanuc offers two. One is to integrate a PC with a CNC by embedding it directly into the CNC chassis, and the other involves connecting a CNC and a PC via a high-speed serial bus link.
Fanuc's Integrated PC Function permits high-speed data exchange between the CNC and the built-in PC. The PC board contains an advanced, high-powered Pentium processor with built-in memory and optional Industrial Standard Architecture (ISA) bus slots for add-on hardware. According to Fanuc, the nonproprietary nature of the PC allows the user to integrate third-party hardware or software into the system. Examples include external drives (hard drives, floppies, CDs), multimedia boards, video hardware, spreadsheets, databases, SPC programs, probes, networking capabilities and vision systems.
Fanuc's bus system consists of two interface cards and a fiber-optic cable that connects a CNC to almost any type of PC. Standard software and hardware resources can be used to enhance the operator interface and facilitate CNC data manipulation. This link allows for two-way data transfer at extremely high speeds with excellent data integrity, claims Fanuc. Up to eight machine tools can be connected to a single PC.
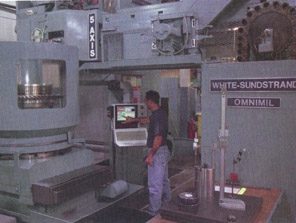
One benefit of PC-based controls is that they offer greater flexibility. They can be put on the same network as all the other computers a company runs.
Adding Flexibility
A recent PC-based CNC introduced by Mitsubishi Electric, Vernon Hills, Ill., is the MeldasMagic 64. This 64-bit control is on a single printed circuit board that can be plugged into any PC, said Rholfs. "The customer can get his own PC or use a Mitsubishi PC. As a result, the customer has control over the PC platform. The customer can add networking, third-party software—like CAD/CAM—or a CD-ROM drive."
An advantage of MeldasMagic is that users can work with Visual BASIC to develop their own operator screens if they want to control what the operator views. "They wouldn't have that choice with a dedicated CNC interface," said Rholfs.
MeldasMagic comes preloaded with Windows 95 and Mitsubishi's standard human/machine interface (HMI) software. The industrial-PC version is ready to run "right out of the box," claims the company's literature.
The manager of the CNC marketing control and automation group at Milwaukee-based Rockwell Automation/Allen-Bradley, Mark Devonshire, said his company's efforts to supply an open-control option focus on providing customers with as much flexibility as possible. "Users want the flexibility of the office PC to extend to the factory floor," he said. "They want to connect to the same network and have the capability to pass information."
The architecture of Allen-Bradley's 9/PC PC-based control lets users mix and match the hardware and software components that best suit their needs. A-B identified six areas where it could provide open interfaces for the 9/PC: logic (A-B's SoftLogic 5, which is based on standard Microsoft technology), input/output (DeviceNet, an open industry standard), servo control, part programming, HMI (Visual BASIC) and networking (Ethernet, ControlNet and Internet). The company makes these open interfaces available by placing the CNC and I/O connections on printed circuit cards.

Giddings & Lewis' MachineMate incorporates a Pentium processor that performs all CNC and PC functions.
A-B decided to use the PC to offer its customers a more versatile interface. It supplies users with the source code needed to modify the interface. According to Devonshire, users don't have to attend A-B's training center to learn how to do this. "They can learn from somebody who knows Visual BASIC."
As an example of the 9/PC interface's adaptability, Devonshire cited a grinding application that was modified so that the operator could be walked through the setup procedure by answering basic questions about the piece to be produced.
Giddings & Lewis has also decided to take advantage of the array of PC hardware and software that's available. G&L's MachineMate utilizes a single Pentium processor that performs all CNC and PC-based functions. The entire package comes enclosed in an industrial-grade stainless steel housing with an IP65 front panel.
MachineMate is open except for the G&L "engine" board, which is included to meet specific performance requirements and offer assistance if certain problems arise. Examples of the latter include what to do when Windows NT presents "the blue screen of death" or when there's a loss of power during a cycle. MachineMate incorporates watchdog timers for stalled operations, a battery-backed CMOS semiconductor for quick starts and a real-time clock for accurate, fast interpolation.
Cheaper Machines?
With all the commercial hardware and software that's available at reasonable prices, it's natural to wonder if the cost of machine tools will drop.
GE Fanuc's Turner doesn't think so. The PC-based control has lowered the entry fee, he said, noting that "you can take a PC and a motion card and, without a whole lot of software, you can make a 3-axis move. Where the cost factor with PCs starts to hit is in the combination of peripherals and engineering-development costs that occur away from the core of motion control."
Another cost consideration is that Microsoft and PC makers constantly phase out or change their systems. Turner questions how older PC-based CNCs, especially the ones in machine shops, will be supported and upgraded as such changes occur. He said that these costs have not been factored into the price of PC-based controllers.
Scott Ashworth, vice president of operations at machine tool retrofitter Kentucky Rebuild Corp., Independence, Ky., doesn't think open controls are money-savers, either. "We don't see much cost difference between a PC-based control and a dedicated control that have similar speeds and capabilities," he said.
Ashworth conceded that someone could run a machine with an off-the-shelf PC costing as little as $350. "Sure, if you want a PC sitting beside your machine with wires connecting the two, you can do it cheaper. But if you want to do it right—enclose the control in a high-grade cabinet and all the rest—it's going to cost you about the same."
About the Author
Alan Laduzinsky is a freelance writer living in Chicago. Editor Don Nelson contributed to this article.
OpenCNC Opens Doors
Two years ago, the Spicer Clark-Hurth off-highway components division of Dana Corp., Statesville, N.C., started having problems with its two Warner & Swasey lathes. The original controls were slow, outdated and expensive to maintain. Traditional retrofitting would have cost $175,000 per machine.
That's when one of the company's maintenance managers approached Lead CNC Electronics Technician Tom Payne and told him about OpenCNC software from Manufacturing Data Systems Inc., Ann Arbor, Mich.
Payne and others at Dana were a bit skeptical at first, so they decided to meet with MDSI representatives and attend a training class to learn more about the software. Even when Dana decided to purchase OpenCNC, many at the company were not convinced.
"My plant manager said it would never work. It had never been done," said Payne. "Now he thinks it's the greatest thing since sliced bread."
The popularity of OpenCNC is attributed to its ability to upgrade an old, outdated machine tool for thousands of dollars less than what traditional methods cost. The open architecture allows users to customize the software by integrating third-party applications. Data can be collected, updated and shared in real time without operator intervention. No proprietary hardware or motion control software is needed, and the software runs on Microsoft Windows NT or QNX operating systems.
Dana currently uses OpenCNC to control both of the lathes, as well as a Lodge & Shipley universal chucker and a 3-axis gundrill. Payne said that the software, which took less than three weeks to make operational, is much easier for new operators to learn and produces better results than traditional CNCs.
MDSI's OpenCNC software supports a range of operator control interfaces, including a color touch screen.
"The operator now worries about the quality of the part rather than the controls," said Payne.
CNC machine tool performance will be enhanced further by MDSI's recent agreement with ORMEC Systems Corp., Rochester, N.Y., to integrate the FireWire-based digital servo communications network with OpenCNC. This will allow servos and PCs to communicate much more rapidly. Payne is excited about the new capability and about open-architecture, software-based controls in general.
"It's great, because it's starting to be more of a science and less of an art," he said. "Of course, there's still an art to cutting metal, but this gives us a lot more control over the machine and much better results."
—Lisa Mitoraj
Getting Up to Speed On PC-Based Machine Tools
One of the biggest challenges in learning to operate a PC-based machine tool control, or any type of CNC for that matter, is getting past the "fear factor." This is something all of us face whenever we have new technology thrust upon us. It could be a VCR, a depth finder for a fishing boat or a CNC machine tool.
The technology offered by a PC-based control may pose a particularly tough challenge; not only do you need to learn the intricacies of a CNC, you may also need to acquaint yourself with floppy disks, Ethernet cards and network protocols. With all of these new technologies, a learning curve is involved.
This learning curve begins by pushing buttons (turn off the power first!), flipping switches, opening doors and then (gasp) opening the manual. This is a painful experience for most people. It's a sad thing to say, but most manuals are only good at providing the answers to questions you already know. Because many CNC manuals in English have been translated from another language, they often provide unique and sometimes humorous explanations of CNC functions that lead to extreme anguish for machine tool operators. However, since many PC-based controls are based on Microsoft and Intel products, their operation manuals are generally more readable.
When learning any new machine and its control, it is important to consider the shop-floor environment. The middle of a busy machine shop is a poor place to learn, especially when the shop owner strolls by periodically to make a progress check. There is an unspoken rule that when a new machine tool arrives, a brief "production honeymoon" for that equipment ensues. This time should be spent familiarizing yourself with the machine, not attempting to set up the first job. Once the first job is set up and parts are coming off the machine, the honeymoon is over.
An alternative to learning on the shop floor is attending a training class at the facility of the machine tool distributor that provided the equipment. Most distributors have simulators or at least a quiet showroom in which to learn, and their support staff should be able to assist you. One advantage of PC-based controls is that the software can usually be loaded on a stand-alone PC, giving the operator the opportunity to learn the control without worrying about breaking anything.
PC-based machine tool controls can be difficult to learn, especially for operators already familiar with CNCs. Since the manufacturer of the machine tool usually provides proprietary software for PC-based controls, these controls are less "conventional" than CNCs. If it's your responsibility to train machine tool operators, don't try to teach too much too quickly. Most people are easily overwhelmed when learning anything new.
Here are some basic things that every machine tool operator should be taught:
- Knowledge of proper startup and shutdown procedures is essential. The first thing any machine operator must know is the location of the emergency stop button. Operators of machines with PC-based controls should also know how to boot the computer.
- Safety first. More important than stopping the machine in an emergency is preventing one in the first place. Aside from the obvious warnings about long hair, loose clothing and not wearing safety glasses, machine tool operators should be aware of some of the dangerous physics involved with today's high-speed machine tools.
- All machine tool controls require a program. Knowing how to upload and download programs is a requirement for most operators. PC-based controls often have floppy disks, hard drives and network cards. These accessories may affect how programs are sent to and from the machine control.
- Even if your shop has a setup person or toolcrib attendant who is responsible for setting tool lengths, every operator should know what all of those numbers on the monitor mean. This also holds true for work coordinates.
- Even if you're not a programmer or setup person, it's still a good idea to have a basic understanding of G and M codes to properly operate machine tools.
Concentrating on these important areas will help both novice and experienced operators get up to speed as quickly as possible.
—Kip Hanson



