Set to go
Set to go
Offline presetting maximizes machine availability, reduces scrap.
Raise your hand if you're still touching off cutting tools in the machine. Whether using a macro-driven probe, an electronic offset sensor or manually cranking a tool down to the workpiece, setting tools in the machine wastes valuable production time and increases the risk of scrapped parts and broken tools.
A better approach is offline presetting, which takes tool measurement off the shop floor and places it in the toolcrib where it belongs.

The optical version of the DIASET presetter from BIG Kaiser Precision Tooling offers features such as angle and radii measurement, and an incident light for cutting edge inspection. Image courtesy BIG Kaiser Precision Tooling.
"Presetters were invented to keep machine spindles up and running. If you're still using your machine as a measuring tool, it's not cutting chips and you're losing money," said Matthew Ricotta, director of product marketing for Parlec Inc., Fairport N.Y. Ricotta noted off-line presetter use has increased dramatically over the past decade or so, especially at medium-to-large manufacturers, but many small shops are behind the times. "Quite often you hear, 'I 've only got three of four machines, so buying a presetter doesn't make sense for us.' But small shops are the ones that stand to gain the most from presetting."
Because presetters don't make parts, some decision-makers still consider them second-class citizens, thinking any available budget should go towards toolholders, cutters or machine tools. Yet, as Ricotta pointed out, because presetting substantially reduces setup, it increases machine capacity. How much depends on factors such as job turnover, tool life and number of tools, but machine downtime is easy to measure—just grab a stopwatch, a notebook and pen, and start analyzing. The results might surprise you.
Many presetters have advanced vision capabilities, giving operators and toolroom technicians the ability to inspect tool form, nose radii, lead angles and other geometries that may impact part quality.
"How many times have you scrapped a part because the insert was chipped or cracked, or a ball endmill wasn't quite right?" Ricotta asked. "It's pretty easy to understand time lost to tool setup, but less so the amount of scrap caused by poor tool geometry. By knowing in advance that the cutting tool is good, that its length and diameter have been properly set, you can be pretty much assured you're not going to scrap the first part."
Presetters are also easy to use. Drop the tool into the presetter spindle, touch off the tool via a hard probe or view it with an onboard camera and then print the offset data or send it directly to the machine tool. With basic systems starting at around $5,000, even a shop with one or two machines can justify the investment in an offline presetter.
Douglas Sumner, product manager for tool measuring systems at BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill., agreed. During a seminar the company held earlier this year, he pointed out several additional reasons why offline presetting pays dividends, including greater employee effectiveness, more predictable production and the ability to quickly measure and correct tool runout, an important but often overlooked factor in improving tool life.

Haimer's TD Preset is equipped with ZOLLER measuring technology and enables balancing and presetting tools in one machine. Image courtesy Haimer USA.
"Aside from not buying one in the first place, the biggest mistake many shops make is not considering their future needs when shopping for a presetter," Sumner said. "Oftentimes, we'll convince someone to buy a presetter, but they go for the cheapest unit out there. They allocate the bare minimum to the project and end up outgrowing the unit a few years later or wishing it had additional functionality."
Because of this, possibly 30 to 40 percent of first-time presetter owners have some regret about not investing more once they realize how much presetting positively impacts the shop floor, he noted. The causes of buyer's remorse include compromised presetter accuracy, underestimating the types and sizes of tool measurement needs, lack of automation and not considering tool management capability.
This last point is particularly important. The most basic presetter can be used to measure tools and display their dimensions, leaving a human to write down and key in those values at the machine control. However, even a mediocre presetter can output a file for subsequent upload to the control or talk to it directly. This avoids fat fingering of numbers and greatly speeds the setup process, which most anyone would argue is the point of having a presetter to begin with. Taken one step further, a high-end machine comes equipped with a tool management system (TMS), the hub to which CAD/CAM, enterprise resource planning and other manufacturing systems communicate.
"TMS gives a whole new dimension to what you can do," Sumner said. "Instead of just focusing on tool setup, you can manage the tools throughout the company, understanding not only their dimensions, but also feed and speed information, stocking levels, how many parts they've produced and where the tools are in the facility."
Combined EffortsBusiness Development Manager Michael Luksic at ZOLLER Inc., Ann Arbor, Mich., agreed. Like many presetter manufacturers, the company offers a suite of tool management software that can be integrated to third-party CAD/CAM and other systems or stand-alone as a complete ZOLLER TMS package. The lesson here is those considering the purchase of a presetter should do their homework, anticipating future needs as much as possible. Two things presetter newbies might overlook is the need to balance tools and the possible use of shrink-fit toolholders. With a little foresight, either of these possibilities can be accommodated in a single multipurpose presetting machine.
ZOLLER has addressed one of these needs by incorporating toolmaker Haimer GmbH's shrink-fit technology into its line of presetters. "By combining shrink fit in the same machine used for presetting," Luksic said, "we can guarantee accuracy of ±10 microns on the length of shrink-fit tools, something that's critical with multispindle machining centers used in high-volume aerospace and automotive work. You cannot achieve this level of accuracy if you attempt to do this with a separate shrink-fit unit."

The vision system on a Parlec presetter quickly and accurately picks up tool edges and sends dimensional data to an onboard database, according to the company. Image courtesy Parlec.
Whether or not they opt for a combination machine, most shops are faced with presetting a variety of toolholder types, tapers and shanks. ZOLLER says its equipment uses interchangeable adapters to accommodate CAT 40, CAT 50, HSK, Kennametal, Sandvik Coromant, VDI and other toolholder types, and is accurate to within 1µm, which is paramount to good presetting results. "The spindle is the heart of any presetter," Luksic said. "You can load a machine with all the bells and whistles you like, but it doesn't mean much without an accurate spindle."
Another consideration is milling vs. turning. Most presetters hold the tool vertically, catering somewhat to taper and VDI-shank toolholders. Luksic pointed out that vertical machines can be equipped with adapters for quick-change lathe tooling, but for shops with a large percentage of turning machines, he recommends a horizontal, or universal, presetter. ZOLLER offers machines with a turret-style table that carries a variety of tooling styles at one time. This makes switching between rotary and turning tools more convenient than in vertical machines with a single spindle.
A Fine BalanceIf you need a presetter with balancing capability, Brendt Holden, president of Haimer USA LLC, Villa Park, Ill., will be happy to set you up with his company's version of a combo machine: a ZOLLER presetter with Haimer balancing technology. "We're known for balancing machines, but we also recognize the importance of presetting," he said. "This is why we partnered with ZOLLER. We buy the software and vision system from them, and integrate it to our balancing machine."
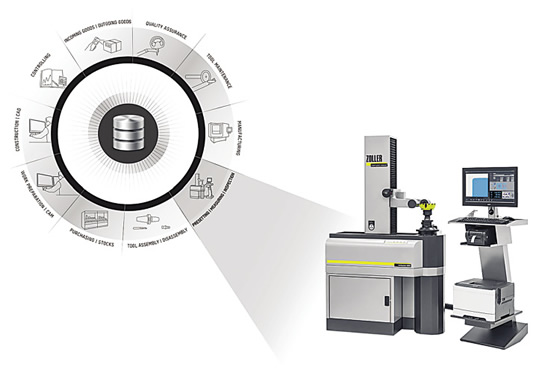
The Venturion presetter can be linked directly to a machine or integrated to the ZOLLER TMS. Image courtesy ZOLLER.
Holden said a trend in this arena is the increased use of radio-frequency identification, which allows presetters and CNCs to read and write tool information as easily as scanning bar codes at a supermarket. But because the RFID chip is mounted on one side of a toolholder, they are inherently out of balance. A combo machine that can balance the tool, measure it and then write tool identification and offset information directly to the chip makes sense. "The RFID chip idea is wonderful," Holden said. "Tools can be moved very quickly in and out of the machine tool, with no risk of operator error. Just make sure you balance the holder as a complete assembly after mounting the chip, as they add enough weight to cause problems at higher rpm."
Perhaps your shop isn't ready for RFID readers and shrink-fit tooling, and the future is murky in terms of tapers and tool data. Don't let that stop you. Presetters make the most of any machine tool, increasing profits and successfully managing tool data. CTE
About the Author: Kip Hanson is contributor editor for CTE. Contact him at (520) 548-7328 or [email protected].
Hit the wall
Peter Faust once had a problem. The president of Apollo Machinery Ltd., a manufacturer in Delta, B.C., that specializes in machining hydraulic manifolds, dealt with the same problems many shops struggle with: adequate tool storage and organization, coupled with time lost due to frequent setup of small production runs. Recognizing an opportunity, he designed a space-saving modular storage system similar to commercial tool racks but with a twist—it's smart.
Apollo's Tool Wall is a storage cabinet that keeps track of where tools are in the shop. Each pocket has an address, and each toolholder has a bar code with a unique master number. The cabinet's software uses these values to tell operators which pocket to a store tool in, what job needs it next, what machine is currently using that tool, whether it needs replacing and a host of other information designed to increase efficiency. The traditional paradigm of tool setup sheets and manual offset entry is replaced by a user interface that walks an operator through the setup process, guided by a Big Brother-like database responsible for managing every aspect of tools, toolholders and machinery.

An operator presets tools in the Apollo Tool Wall. Each receptacle is retention knob-specific to eliminate accidental mixing of tools. Image courtesy Apollo Machinery.
Faust doesn't make or market presetters and has been known to call them "beefed up calipers." It's not meant to be a disparaging remark, as he readily admits that presetters by themselves will make a considerable improvement to machining operations, but said presetting combined with "real" tool management is a powerful combination. "The two are inseparably intertwined." Apollo has been using the Tool Wall system for 7 years, during which time the company has made continuous improvements.
Faust admits he has not been aggressively marketing the product as Tool Wall was conceived as a way to help his own shop reduce setup time but that is about to change. Tool Wall works with various presetters, and the FANUC-based shop management software is free with the purchase of a basic Tool Wall, which starts at around $2,200 for a 60-tool benchtop model.
"One of my customers called the other day to order an additional unit, and was bragging that setup times in his shop have gone from an average of 1.5 hours to 10 minutes," Faust said. "Well, we already knew that, because that's what Tool Wall does for us every day. Once you have all the tool data, almost anything is possible."
—K. Hanson
Contributors
Apollo Machinery Ltd.
(604) 940-0941
www.tool-wall.com
BIG Kaiser Precision Tooling Inc.
(888) 866-5776
www.bigkaiser.com
Haimer USA LLC
(630) 833-1500
www.haimer-usa.com
Parlec Inc.
(800) 866-5872
www.parlec.com
ZOLLER Inc.
(734) 332-4851
www.zoller-usa.com