Tooling that quickly boosts profits
Tooling that quickly boosts profits
Quick-change tooling can boost profits.
We all want to be more profitable, and one of the easiest ways to accomplish that is by reducing or eliminating machine setup and changeover times. Fortunately, a range of offerings are available to rapidly change a tool configuration. The catch-all category most often used to describe them is quick-change tools.
Some type of quick-change tool is available for every manufacturing process, and all of them can be placed in two categories: workholders and toolholders. They range from simple work stops to complex machine tool probes.
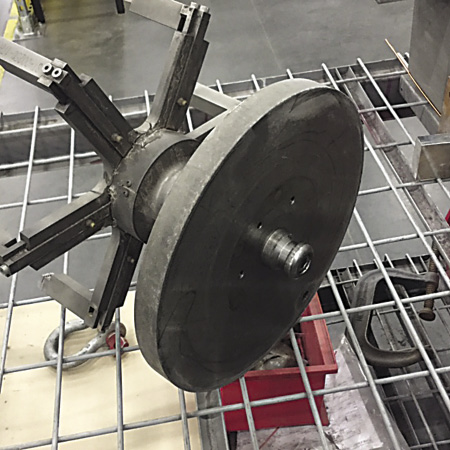
A waterjet machine fixture with the Unilock interface shows the stud that goes into the receiver. All images courtesy C. Tate.
Quick-change workholders are probably the most common if, like me, you consider vises and chucks to be quick-change devices. Chucks and vises are often not sold as quick-change tools, but the devices that can be attached to them are.
Every vise and chuck requires a set of jaws for holding a part, and quick-change jaws are readily available; they are probably the easiest-to-use and lowest-cost quick-change tool available.
Most job shops rely on 3-jaw chucks outfitted with machinable soft jaws to hold their work when turning. For simple jobs, however, it can easily take an hour to find, change and remachine a set of soft jaws. One job changeover per day is equal to 260 hours of set up per year. Because job shops typically recover setup costs, a 50 percent reduction in time means 130 hours of extra revenue.
Standard lathe jaws require a machinist to remove and install two screws per jaw when changing them. Jaws are typically remachined after a change to maintain accuracy. Jaw inserts are available that can be removed and replaced in seconds. Most of these jaws are also highly repeatable, eliminating the need to remachine jaws for most jobs.
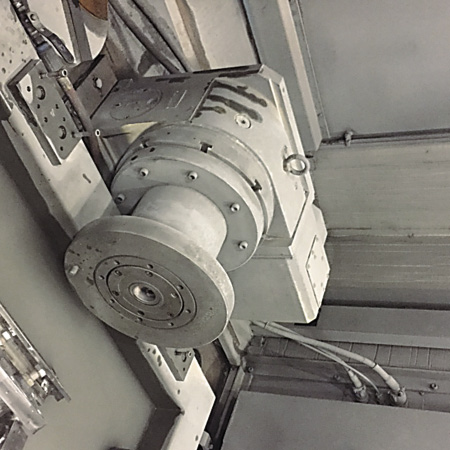
The rotary table inside a waterjet machine has the Unilock receiver in the center of the plate. The receiver is pneumatic and operated with the ball valve (shown in the lower, left-hand corner). It takes only 2 minutes to change fixtures with this setup.
It is common, but expensive and inflexible, for any machine shop to make dedicated workholders for milling machines. Shops can eliminate the need for dedicated fixtures by using machinable vise jaws, such as ones from Detroit-based Snap Jaws Manufacturing that can be removed with a quarter turn of a screw. This allows the user to change workholding in less than a minute. Unlike a dedicated fixture, a set of jaws is relatively inexpensive and can be reused for other jobs.
Dedicated workholding is sometimes required when a vise or chuck cannot be configured to efficiently hold a workpiece. Quick-change tools are available to shorten loading and setup times for dedicated fixtures, such as the Ball Lock mounting system from Jergens Inc., Cleveland. This system works by having a machine-mounted baseplate that can accept subplates with fixtures for holding parts. The baseplate has receivers that accept pins, which locate the subplate and provide substantial pull-down force to hold the subplate on the baseplate. Changeover for small fixtures is fast and accurate enough to eliminate the need for fixture alignment.
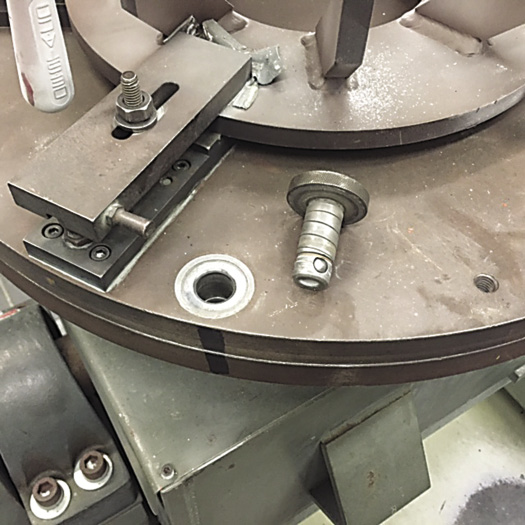
A Ball Lock system on a rotary table in a robotic cell has a pin that slips into the receiver and a setscrew that forces the balls outward to create downward force.
Another option is the Unilock from Schunk Inc., Morrisville, N.C. Unilock relies on a special receiver-and-pin system, where the receiver is mounted on the machine tool and the pin is mounted on the fixture or part. A Unilock pin has a special shape that allows it to be pulled into the receiver similar to how a toolholder is held in a machine spindle. Pins also have a taper, which interfaces with the receiver and provides repeatable fixture positioning.
Because the setup, measurement and data entry associated with cutting tools consumes large amounts of time when changing over, quick-change tools are also available to eliminate or reduce that time. These devices tend to be expensive, primarily because they need to be very accurate.
Capto-style tooling is probably the most common quick-change interface (see photo on page 42). Notice the tri-lobed tapered surface that interfaces with the tapered toolholder for the machining center spindle. Capto toolholders have a positional repeatability of 0.0004 ". This level of accuracy allows cutting tools to be replaced without setting them.

The Capto interface features a tri-lobed shape.
In addition, quick-change toolholders like Capto can improve efficiency on older machines that do not have automatic toolchangers. Older machines often have a spindle or turret that uses threaded hardware to hold cutting tools, which can make tool changes cumbersome and slow. A Capto holder enables a much faster tool change.
For example, turning a gas turbine rotor takes weeks. A single cutting pass can take days, requiring the tool to be changed in the middle of a cut. When our shop purchased large rotor lathes, we installed Capto interfaces on the tool slide. This setup allows the machinist to premeasure tools and have them ready to install while the machine is cutting, reducing the time needed to change the tool and returning to work as fast as possible. Without the Capto interface, we would be forced to reset the tool each time an insert is changed.
When shopping for a quick-change system, consider the problem being addressed, look at all shop processes and make sure the system is as universal as possible. Beware of new items, because they can often have proprietary hardware that becomes obsolete if the product is discontinued. In addition, ask to see several successful implementations before making a purchase. When properly selected and implemented, quick-change tooling enhances the profitability of any shop. CTE
About the Author: Christopher Tate is engineering manager, combustion shop, for Mitsubishi Hitachi Power Systems Americas, Savannah (Ga.) Machinery Works. Email: [email protected].