Coldwater Machine expands its complex-part machining capability
Coldwater Machine expands its complex-part machining capability
Coldwater (Ohio) Machine Co., an engineered solutions company that manufactures and integrates precision equipment and tools, has announced the expansion of it complex part machining capability with the addition of a DMG Mori NTX-2000 5-axis multitask machine to enhance its build-to-print and design-and-build services. The company is recognized for precision machining of workpieces with complex geometries in a variety of materials for customers in the aviation, automotive and energy industries.
Coldwater (Ohio) Machine Co., an engineered solutions company that manufactures and integrates precision equipment and tools, has announced the expansion of it complex part machining capability with the addition of a DMG Mori NTX-2000 5-axis multitask machine to enhance its build-to-print and design-and-build services. The company is recognized for precision machining of workpieces with complex geometries in a variety of materials for customers in the aviation, automotive and energy industries.
The NTX 2000 can handle components up to 24" in diameter with lengths up to 60", providing an extensive range of machining. In addition to precision, the new equipment enhances Coldwater's ability to deliver even better efficiency to its customers due to the integration of both turning and machining in one high-performance work center. The NTX 2000 joins three other DMG Mori machining centers on Coldwater's floor for a total of more than 45 machine tools for milling, turning, boring, drilling and grinding.
Coldwater's material expertise includes tool steel, low carbon steel, stainless steel, aluminum, titanium, Hastelloy, Inconel and other exotic metal alloys, as well as composite and plastic materials in sizes up to 236" x 98". Its climate-controlled facility is equipped with three 60' x 550' crane bays and heavy lifting equipment capable of moving components weighing up to 25 tons. Inspections are performed with advanced CMM and laser tracker equipment.
Coldwater can custom machine large metal components to customer print specification or engage its engineering team, comprised of experts in developing solutions for difficult part holding applications to assist in design. Producing prototypes, one-offs and short-run production, the company has extensive experience manufacturing jigs, fixtures and tools for a variety of industries.
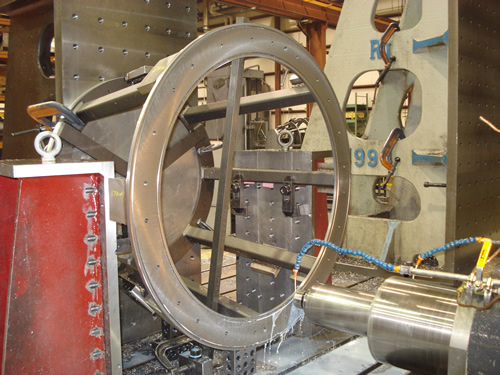
One single-piece run was for a combustor frame (pictured) in a rig for testing jet engines under full-thrust conditions. It's outer flange diameter is 54". The part was machined on Coldwater's large-format, semiautomatic jig mill with a 240"x96" travel.



