Starting up a job shop during an economic downturn can be a wise move—if a good niche is targeted.
Jeffrey Latchaw already owned two machine shops and was looking to start a third. With his two brothers, Mike and Todd, he launched Time Machine Inc., Polk, Pa., in 1979 and saw it grow into a company that employs about 100 people. Then in 1999, he established Rapid Reaction Inc., Franklin, Pa., with Frank Ditzenberger, the company’s president. Latchaw holds the title of secretary/treasurer.

Joseph Latchaw (left), president/co-owner of QualTech Industries, and Eric Dechant, vice president/co-owner, with the company’s Okuma VTM-120YB 5-axis lathe/machining center.
Fast forward to 2008, when the Great Recession caused a severe slowdown in manufacturing. Eric Dechant worked at Time Machine in the mid-1980s while attending high school and kept in touch with Latchaw even after he moved out of state. Dechant was working as a program manager and specialist for FANUC when Latchaw inquired about what he saw occurring in the industry during his frequent trips.
“I said, ‘What I see is anybody who has big machines is busy,’” Dechant recalled. “But you just didn’t see many job shops with big machines because of the investment and software required and the programming and engineering talent needed to run them.”
As it turned out, Latchaw had a line on a big machine, a new Okuma VTM-120YB. The 5-axis lathe/machining center handles parts up to 60 " (1.52m) in diameter and has a maximum cutting length of 42.5 " (1.08m), a B-axis milling head that indexes from -10° to 100° and a C-axis chucking spindle that rotates 360° and indexes at 0.0001° increments, enabling access to five sides of most parts.
He pulled the trigger on the new machine in mid-2009, then purchased a building in Kings Mountain, N.C., later that year to house it—and QualTech Industries Inc. was born.
Joseph Latchaw, Jeffrey’s son, was working in Charlotte, N.C., as a plastics engineer for John Deere at the time and resigned to become president/co-owner of the new job shop. Dechant continued working for FANUC but stayed involved with QualTech and made the jump to parts manufacturing in mid-2012, becoming vice president/co-owner of QualTech.
Mountain High
By 2012, QualTech was already fairly well-established as the go-to source for big part machining. The shop even received an order before it was open for business and still preparing the building. The rehab involved fixing roof leaks, securing doors, tearing out carpeting and otherwise tightening up the building while installing about twice as much air conditioning as needed based on the square footage—because temperature has a bigger impact on large parts than small ones and this would allow better control of these parts and their tolerances.
While at an economic development meeting at Curtiss Wright in nearby Shelby, N.C., with other business owners and executives, Joseph Latchaw discussed QualTech’s capabilities with a plant manager for a motor and drive manufacturer and learned the manager had work for the large machine, because nobody else in the area was able to make the needed motor housing parts. “That really kick-started us,” Latchaw said.
However, he added, QualTech also had to initially no-quote some parts because the B-axis head on the Okuma machine prevented it from accessing features and deep bores in some of the taller parts. To overcome that dilemma, the shop purchased a new Honor Seiki VL-125CM 4-axis turning lathe with C-axis milling capability and a 63 " (1.60m) turning capacity. “Those two machines really work well together,” Latchaw said.
QualTech continues to machine the motor-related parts, including a variety of hollow cast workpieces that weigh up to a half ton. Latchaw noted there are a dozen or so sizes for these particular parts, but because options vary based on customer requirements—such as the need for additional fans or different temperature sensors that require milling special windows to fit them—up to 300 part programs are required to machine all the variations.
On the high end of massive at QualTech are a matched pair of workpieces that weigh 11,000 lbs. combined and require shedding 2 tons of chips to create a complex bearing housing for large power generation applications. These parts begin as a 36 " tall × 46 " OD × 28 " ID forging. The forging is sawed into two halves, then parting line surfaces and their mounting features are machined on the Honor Seiki machine so the halves can be bolted together to create the bearing housing, which fits around the bearing in its final application. In the next step, the halves are transferred to the Okuma VTM-120YB, where OD features, including complex, tight-tolerance details, are turned and milled in the assembled halves. Total cutting time for each part is up to 70 hours, Dechant pointed out.
Managing Risk
Cutting large parts certainly qualifies as high-risk machining, because scrap would not only waste a lot of preparation and machining time, it would also send a forging that costs in the neighborhood of $40,000 to the recycling bin.
“You can’t have any mess-ups,” Latchaw said. “Everything takes a lot of expertise. At most shops, it doesn’t matter if you throw the first part out, but you can’t throw away one of these huge forgings.”
To make sure “big” mistakes aren’t made, QualTech spends a lot of time planning jobs to make sure the part programs have all the needed information. It provides illustrations for operators that indicate how a part needs to be positioned in the machine, Latchaw explained. “There are double checks and triple checks to ensure the part is oriented correctly to make sure a detail is facing toward the front door, the spindle or a reference so that all features are positioned correctly.”
In addition, because some of the parts are for mission-critical applications, such as in nuclear reactors and mining equipment, QualTech must also meet demanding specifications. Those
include tolerances in the tenths, even for large parts, and flaw-free surfaces. For example, Latchaw noted some mining parts require explosion-proof surfaces and, therefore, can’t have any scratches or other imperfections in their surfaces. Otherwise, miners would be at risk of a catastrophic blast.
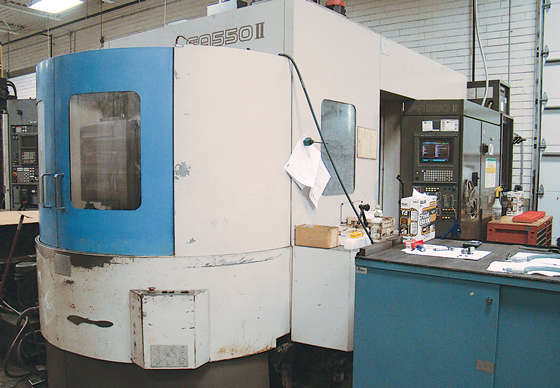
QualTech’s Toyoda FA550 II is a 5-axis horizontal milling center with a 60-tool automatic tool changer. It can be equipped with a two-pallet system to enhance efficiency.
Efficiently machining such large parts is important because time is money, but it’s more critical to establish a reliable process with predictable tool life. That’s because stopping the machine, for instance, to change a tool before it completes milling a surface introduces the opportunity for error, Dechant said. “We might back the speed down to get longevity out of a tool because the tool may be in there for 4 hours working on a surface. Anytime the operator intervenes in the automatic cycle, it creates the potential for something to go wrong.”
To enhance efficiency, a standard library of tools is kept in the magazine whenever possible for all of the shop’s machines, so when a feature needs to be machined it can be done quickly and efficiently. For example, an 18mm hole can be started with a standard drill and then be taken to size with an endmill. “This eliminates the need to hunt down and setup a 18mm drill that may only produce one hole in one part,” Dechant said.
Word-of-Mouth Spurs Growth
Once the shop established a reputation as a large-part producer, it began generating the majority of its new work through word-of-mouth, such as through salesmen from tooling suppliers and Okuma, Latchaw noted. “A lot of that comes from having these big machines that most shops don’t,” he said, adding that he met one customer at an Okuma event.
Dechant pointed out that the majority of part manufacturers that have machines for making large parts have long lead times. “We win a lot of business by being able to react quickly, like a job shop, even on the big stuff,” he said. “They’ll come to me and say if you can turn it around in 3 or 4 weeks, you can have the order, because everybody else is telling us 16 weeks because these big machines are booked.”
In addition to getting the job, that quick-turnaround capability boosts the bottom line. “‘Even if it’s a $5,000 job, they say, ‘We’ll pay $8,000 or $9,000 if you can get it to us in 3 or 4 weeks because we have to get this machine shipped’ or whatever their urgent requirement might be.”
Although QualTech’s niche is large-part machining, Latchaw emphasized that the shop also makes parts smaller than a dime and everything in between, with a list of workpiece materials that includes aluminum, cast iron, stainless steel and 4140 and 4150 steel. “We want to be the shop that anybody can come to for anything.”
Talent, Equipment Search
While the metalworking industry continues to struggle in attracting and retaining skilled workers, the challenge is compounded at QualTech. “I’ve talked to quite a few machinists who are general job shop-type machinists, operating small 3-axis milling machines and 2-axis turning machines,” Dechant said. “When they walk into our shop, they go, ‘Oh, boy!’ They’re frightened a little bit by these machines. When you get one chance and only one chance to get it right, it’s a very different world than the standard job shop.”
Nonetheless, the five-person shop has managed to attract skilled individuals, again through word-of-mouth. Latchaw explained that the shop hired Patrick Hamm because a teacher from the local high school’s machining program called him “the best kid we’ve had in the past 40 years.” In turn, Hamm recommended James Guerard, who he worked with at an engine building company. “It’s helpful to know somebody who you trust and feel comfortable with is telling you this person is going to be a good fit,” Latchaw said. “You save a lot of time versus bringing in somebody for a few weeks and then finding he’s not going to work out.”

Joseph Latchaw prepares to continue testing QualTech’s new Okuma LB3000 MYW lathe using custom blueprints made in-house to match the customer’s drawings.
That level of comfort, however, doesn’t mean a new hire is ready to immediately set up and operate a massive machine, even after taking machining classes. “Schools can give them a good base to get started, but anybody coming in will still need to be trained on our equipment and how we run through our process to ensure everything coming off is 100 percent good,” Latchaw said.
The shop operates one shift, but will likely hire two or three more workers this year to go back to two shifts and grow from there, according to Latchaw.
That growth plan includes adding equipment—QualTech purchased a new Okuma LB3000 MYW lathe late last year. However, the shop isn’t opposed to buying used machine tools when the right opportunity arises. For example, it purchased two used Mori Seiki SH-50 5-axis horizontal milling centers and a used Toyoda FA550 II 5-axis horizontal milling center. When buying used, experience matters, Latchaw said. “My dad has bought and sold hundreds of used machines through his shops in Pennsylvania. He can tell within a minute if a machine is good and if it’s worth $10,000 or $20,000 or $200,000.”
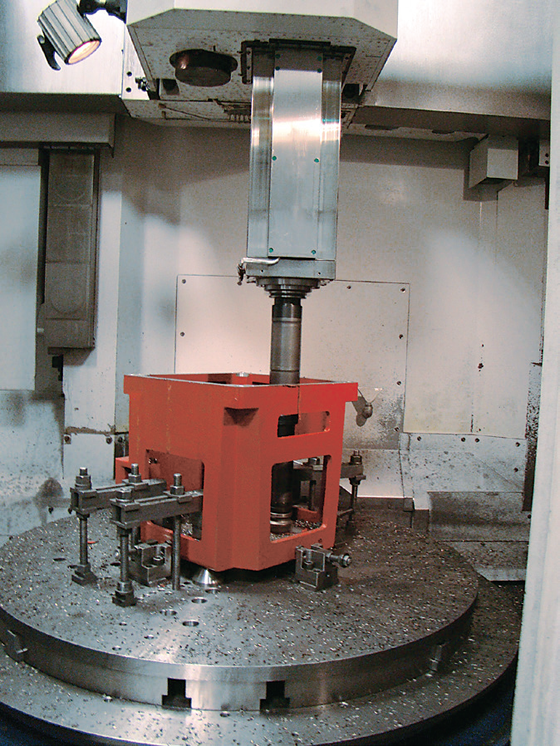
A motor end bracket is milled in an Honor Seiki VL-125 CM 4-axis turning lathe with C-axis milling capability at QualTech Industries.
Latchaw added that the shop could use a vertical mill with more stroke capability than what it has to target more large-part milling, but multifunction machines that complete a part in a single setup will continue to play a major role at QualTech.
“Complex, highly detailed parts go in the machine, run through the machine and come out of the machine with no or very little intervention,” Dechant added. “We have won many jobs by taking parts that require as many as five setups down to as little as two setups by utilizing our multifunction machines and our processes,” Latchaw said. “The improved efficiency saves our customers money over the processes available to them—and many of their other suppliers—for certain parts and applications.”
With 16 acres of available space to expand its building or build a new one, QualTech is well-situated to achieve its objectives. “Our goal is to keep expanding and become a 20-man shop and then a 50-man shop,” Latchaw said, “becoming like the shops that we’ve helped build up in Pennsylvania that my dad is still part of.” CTE
Related Glossary Terms
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- inner diameter ( ID)
inner diameter ( ID)
Dimension that defines the inside diameter of a cavity or hole. See OD, outer diameter.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- metalworking
metalworking
Any manufacturing process in which metal is processed or machined such that the workpiece is given a new shape. Broadly defined, the term includes processes such as design and layout, heat-treating, material handling and inspection.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- multifunction machines ( multitasking machines)
multifunction machines ( multitasking machines)
Machines and machining/turning centers capable of performing a variety of tasks, including milling, drilling, grinding boring, turning and cutoff, usually in just one setup.
- outer diameter ( OD)
outer diameter ( OD)
Dimension that defines the exterior diameter of a cylindrical or round part. See ID, inner diameter.
- parting
parting
When used in lathe or screw-machine operations, this process separates a completed part from chuck-held or collet-fed stock by means of a very narrow, flat-end cutting, or parting, tool.
- sawing machine ( saw)
sawing machine ( saw)
Machine designed to use a serrated-tooth blade to cut metal or other material. Comes in a wide variety of styles but takes one of four basic forms: hacksaw (a simple, rugged machine that uses a reciprocating motion to part metal or other material); cold or circular saw (powers a circular blade that cuts structural materials); bandsaw (runs an endless band; the two basic types are cutoff and contour band machines, which cut intricate contours and shapes); and abrasive cutoff saw (similar in appearance to the cold saw, but uses an abrasive disc that rotates at high speeds rather than a blade with serrated teeth).
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
