Heating difficult-to-machine workpieces before cutting them temporarily reduces material strength and, therefore, the machining forces required to process them. This, in turn, enables end users to extend tool life or, ideally, increase machining parameters to boost part throughput.
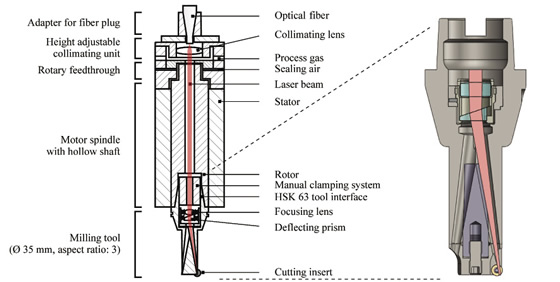
Having a laser beam travel in front of a cutting tool to warm the work is one established method for reducing required cutting forces. But the Fraunhofer Institute for Production Technology, together with several partners, developed the first laser-assisted milling system that directs the beam through the spindle and tool before it exits the side of the tool to heat the material being cut, said Jan-Patrick Hermani, an engineer for the institute.
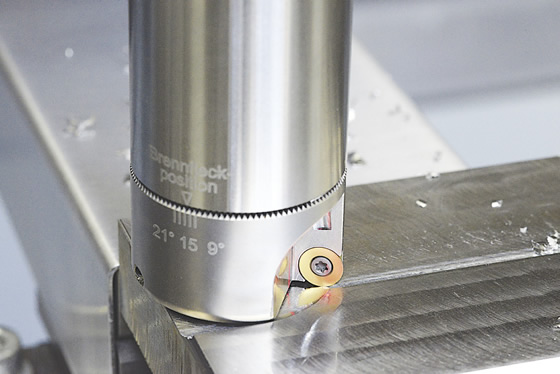
The Fraunhofer Institute for Production Technology, together with several partners, developed a laser-assisted milling system that directs the beam through the spindle and tool before it exits the side of the tool to heat the material before it is cut.
He noted the project, which won the MM Award at last year’s EMO trade show for metalworking and metal- forming machine tools, included development of the machine tool spindle, laser controller and cutting tool. Toolmaker Rineck Maschinenbau GmbH provided the endmill, which is tooled with TiAlN-coated carbide inserts.
The institute conducted machining tests with various workpiece materials and found that the titanium alloy Ti4Al6V begins softening at about 500° C (932° F) and reduces cutting forces by 50 percent, Inconel 718 softens at 900° C (1,652° F) and reduces forces 50 to 60 percent, and silicon-nitride ceramic softens at 1,200° C (2,192° F) and reduces process forces by 90 percent.
However, a material shouldn’t be heated to its melting point because the material will weld onto the inserts and damage them, Hermani noted. In addition, the required softening must be as deep as the tool’s feed per tooth.
Although titanium and nickel-based superalloys can be conventionally milled, that’s not the case with silicon nitride, according to Hermani. “Silicon nitride ceramic is very brittle, so you cannot mill it without heating it before machining.”
The system only requires a 3kW power source, Hermani pointed out.
The institute programmed the laser, which rotates with the tool, to switch the laser on and off during machining so that it is on as the insert enters the cut and off as the insert exits the cuts. The programming also adjusts the laser power according to chip thickness, cutting velocity and feed rate, with more power needed as each parameter increases. “At the beginning of the cutting insert engagement, we might have the biggest chip volume, so we need high laser power,” he said. “At the end, we might have a small chip volume, so we reduce the laser power to zero.”
Because of the demanding programming requirements for the laser parameters, the institute has only used the laser-assisted milling system to produce simple parts, according to Hermani, adding that “for 5-axis milling, it is difficult.”
For more information about Fraunhofer Institute for Production Technology, Aachen, Germany, visit www.ipt.fraunhofer.de or call +49 241-8904-0. For more information about Rineck Maschinenbau GmbH, Marienfeld, Germany, visit www.rineck.de or call +49 5247-9865-0.
Related Glossary Terms
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- inches per tooth ( ipt)
inches per tooth ( ipt)
Linear distance traveled by the cutter during the engagement of one tooth. Although the milling cutter is a multi-edge tool, it is the capacity of each individual cutting edge that sets the limit of the tool, defined as: ipt = ipm/number of effective teeth 5 rpm or ipt = ipr/number of effective teeth. Sometimes referred to as the chip load.
- metalworking
metalworking
Any manufacturing process in which metal is processed or machined such that the workpiece is given a new shape. Broadly defined, the term includes processes such as design and layout, heat-treating, material handling and inspection.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- superalloys
superalloys
Tough, difficult-to-machine alloys; includes Hastelloy, Inconel and Monel. Many are nickel-base metals.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.





