While listening to Brian Plaisance describe the short, dramatic history of DC Machine LLC, these lyrics started running through my head: “I get knocked down, but I get up again/You’re never gonna keep me down.” They’re from “Tubthumping,” a hit song from 1997 by the British band Chumbawamba. Even though Plaisance was still in junior high school when the song came out, he probably can relate to the song’s defiant, never-give-up message.

DC Machine co-owners Brian Plaisance (left) and Josh Ingram hold an AR 15 5.56 M4 16" semiautomatic gun barrel.
Plaisance founded the Summerville, S.C., job shop in 2004. Since then, the shop has weathered a couple of near-death experiences: the sudden loss of a contract for which it had initiated a major expansion and the loss of a key customer that began making the same parts DC Machine was supplying it with. In both instances, the shop doubled down, scrambled to replace the lost business and ended up where it is today—mass producing components at full capacity. In the process, it has transformed from a one-man job shop producing small part runs for local designers to a production house making components for the U.S. gun industry, employing 45 people and operating about 42 machine tools.
Moving NorthPlaisance, a native of Baton Rouge, La., came to the area to attend the College of Charleston, where he earned a degree in physics. He then enrolled at Georgia Tech in Atlanta, where he earned a bachelor’s and master’s in mechanical engineering. While at Georgia Tech, he returned every 4 months to work at Robert Bosch Corp. in North Charleston as part of a co-op program. After graduating in 2003, he worked at Bosch, which makes fuel injectors, antilock brake systems and diesel engine components. He started in design and engineering but, after a few years, moved into the company’s manufacturing operation.
On the side, Plaisance helped local product designers create part drawings and videos. “It was a one-stop design and manufacturing center,” he said. “Designers would have an idea but no drawings or videos, so I drew them up in SolidWorks and gave them 3D rotations and videos that they could take to investors.” Once the design was approved, Plaisance would arrange for it to be manufactured. Often, that was not a pleasant experience.
“I brought a job to a local shop and he said it would be ready in 2 weeks,” Plaisance said. “I came back 2 weeks later and he said he didn’t have the time to do it. Another shop machined a part wrong. I realized that I couldn’t rely on other people and needed to machine the parts myself, so I opened my own shop. I bought one milling machine and set it up in the back of my house. I literally asked the truck driver delivering it how to turn it on, but he didn’t know.”
Even though it was small, opening the shop was a substantial risk, he said. “I took out three home equity loans on the same day. No one would invest in me. The bank didn’t even know what a CNC machine was.”
Plaisance put sweat equity into his shop—and then some. After working a full day at Bosch, Plaisance would come home and work another full day (or night) at his 300-sq.-ft. shop making motorcycle, medical and aerospace parts. Business grew and Plaisance moved next door to a 1,000-sq.-ft. space and added a lathe. After 5 years, the shop was prosperous enough to stand on its own, and he left his day job at Bosch.
Lights Go OnPlaisance’s first big break came when a local company approached him in 2006 about bidding on a job to produce portable surgical lights for the military. Together, they designed and built a prototype and won the contract. The new business allowed DC Machine to expand into a 2,000-sq.-ft. shop and hire its first two employees, one to assemble the lights and the other to operate machine tools.
In 2009, the shop got what seemed like another big break—a contract valued at about $1.5 million per month to manufacture a hospital bed.

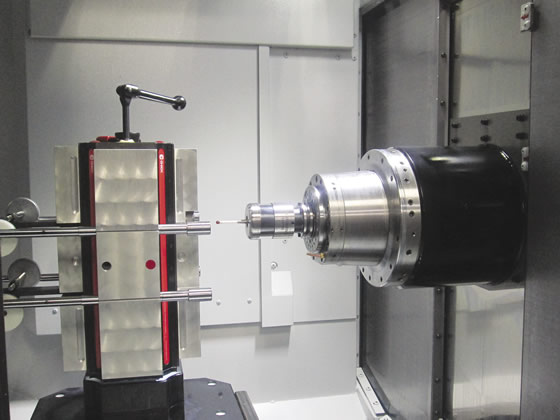
A bar-fed Mori Seiki NL2000SY lathe (right) and a Mori Seiki NL2500SY lathe turn the ODs of gun barrel shafts.
“A North Carolina company selected us to manufacture samples for testing in hospitals,” Plaisance said. “We ordered eight new machines, including a large gantry router and a waterjet. We moved the shop to a 13,300-sq.-ft. space. Then, one day they told us they had raised $16 million but the project would take $38 million, and they were closing up. They said ‘You can try to sue us but there is nothing to collect,’ which my lawyers said was true. That was probably the scariest time I’ve ever had in business. Fortunately, though, by that time we had a bank that believed in us, so we were able to cover our expenses while scrambling to fill all our new machines.”
At that time, DC Machine was starting to manufacture gun barrels. Josh Ingram, an experienced machinist and programmer, had joined the business in December 2010 as shop supervisor. “Josh and I discussed it and said to each other, ‘do we want to advertise for job shop orders, or do we want to make a run at the gun barrel business,’ which was growing rapidly,” Plaisance said. “We decided to make hay when the sun was shining, and the sun has yet to go down.” (See sidebar on the gun barrel manufacturing process below.) Ingram became part owner of DC Machine at the shop’s 10th anniversary celebration in March.
Iceberg AheadHowever, another unseen obstacle loomed for the shop. In 2012, DC Machine was producing a large number of rifle barrels for a local company, which then sold them to gun manufacturers. The business was going strong and DC Machine ordered eight machines, including one El Dorado twin-spindle gundrill machine, two Mori Seiki NL lathes, four Feeler lathes and one Mori Seiki NZ1500 lathe.
A gantry auto loader on a Mori Seiki NZS1500 lathe turns the ODs of shafts on AK-47 gun barrels.
Then, in September 2012, the local company merged with a larger out-of-state firm. “The new company came in, told us we were going to make millions of dollars together, and that we would be best friends,” Plaisance said. “They took pictures of our machines and documented our processes. Then I heard from a machine salesman that they had placed purchase orders for all of our critical machines.
“We knew the writing was on the wall and they soon told us that we don’t want to deal with you anymore,” he continued. “So, once again, we started advertising to fill our machines. We got one customer, then two. We would advertise online and go to gun shows. Now it is to the point where word-of-mouth has picked up, and we’re back to where we were in terms of sales. We’re at capacity every month. We do not work off of contracts because we know they are worthless. We work off of purchase orders. That’s why you see a 40 ' banner in our shop that says ‘Quality Equals Job Security.’ ”
Full Speed AheadDC Machine originally planned to keep 25 percent of sales in job shop orders and the rest in gun parts. However, gun parts account for 96 percent of sales. The company manufactures about 25,000 rifle barrels a month, including ones for Glocks, Uzis and AR 15 barrels offering five different chamber options, six length options, and various steel and outside contour options. The company has also made parts for .22 and .38 caliber pistols.
The shop’s gun barrel sales have been boosted by the failed attempt to tighten federal restrictions on automatic weapons following the mass shootings at Connecticut’s Sandy Hook Elementary School in December 2012. Fear of restrictions and bans drove huge demand for automatic weapons.
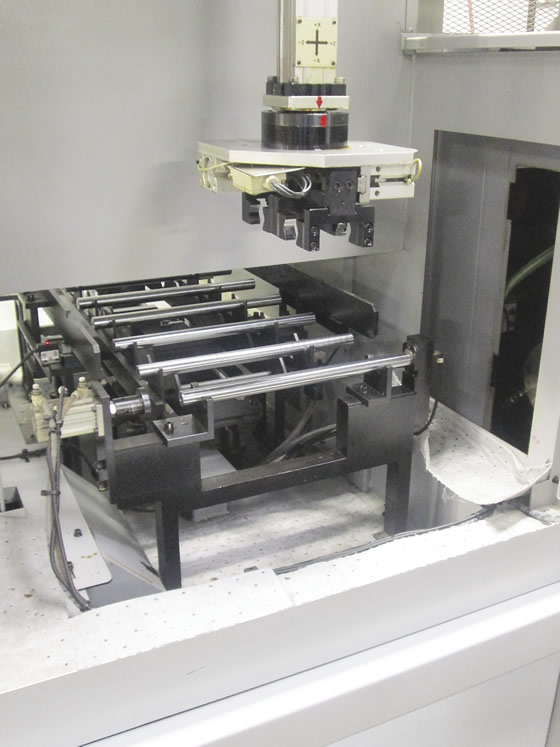
A two-pallet Mori Seiki NHX4000 horizontal machining center mills AK-47 barrels. Each pallet holds four barrels. A Renishaw probe sets offsets for each barrel, updates 64 offsets on each cycle and proves out a ring gage on every other cycle. If the offset varies more than 0.050mm (0.002") from the previous one, the machine alarms and stops.
DC Machine purchased 13 new machine tools with cash in 2013. After that big investment, the shop focused on process improvement and hired another engineer from a local shop. “We go through every process and examine the pros and cons, and we are also examining how we can reduce tooling costs,” Plaisance said.
One of the reasons DC Machine is successful is that it helps customers improve part designs. For example, on a run of 2,000 medical blocks, the shop suggested using a radius instead of a 90° angle on an area of the outside contour to eliminate an operation and save $5.70 per piece. “We give them suggestions for manufacturing and look over all the designs to be sure they are manufacturable,” Plaisance said. Also, the shop has become adept at producing orders up to 100,000 parts, even for orders other than rifle barrels. “We are cost effective at thousands or tens of thousands of parts, but not at making 10,” Plaisance said. “We have too many machines, too much overhead and programmers billing at high hourly rates.”
Training DayLike other machine shops, DC Machine faces challenges in finding, training and retaining skilled machinists. “Employment is the biggest issue for every shop,” Plaisance said. “Finding people who will show up ready for work is a challenge.”
However, lack of experience is not a drawback for potential employees at DC Machine—it’s an asset. “We do all on-the-job training, and we don’t want them to know anything about machining,” Plaisance said. “We want to train them how to read our M codes and G codes and load, unload and measure the parts. In the past, we hired experienced people but they wanted to run the machines their way, not our way. If someone has a decent head on his shoulders, he will pick up the basics in 2 weeks, then work with a senior machinist for 6 months.” However, Plaisance and Ingram typically know a month after hiring a person if he or she will work out.

The gun barrel finishing and final inspection line.
Despite the challenge of recruiting new employees, DC Machine’s turnover rate has dropped over the past 18 months, and the staff has consistently met production and ISO 9001quality objectives of less than 2 percent scrap, greater than 95 percent on time delivery, greater than 90 percent customer satisfaction and more than 15 percent sales growth per year. “Every month we get a catered meal,” he said. “We give out $100 gift cards in a raffle every month, and we recently celebrated our 10th anniversary.” The shop offers a full benefits package after 6 months.
“We want this to be a good place to work,” Plaisance said. “We have husbands and wives and brothers and sisters working here. We want it to be a family environment.”
While Plaisance expects growth in the rifle barrel business to slow eventually, DC Machine plans to stay in the firearms business. Next year, it plans to add 12,000 sq. ft. of adjacent space to its current 24,000-sq.-ft. shop, with an upgraded production area, new offices, conference rooms, break rooms and other amenities.
Getting DirtyWhile it hasn’t been easy, Plaisance is glad he went out on his own. “I’m 34 and I’ve worked as many hours already as most 70-year-olds, but if you want to own your own business, you don’t want to work 40 hours a week. It’s your passion. I’m proud of this shop and the fact we don’t have to wear suits to be successful. You can get dirty and do what you want to do.” That extends to his children, as well.
While his downtime is limited, Plaisance loves spending time with his son and daughter, riding dirt bikes, shooting guns and playing sports with them. “My 5-year-old son comes here with me most mornings before school. He starts up the machines and zeroes them out. He knows how to drive the forklift and he empties the hoppers. In a couple years, he will probably be running machines.” Like father, like son. CTE

Turned AK-47 barrels ready for the milling operation.
A barrel of manufacturing fun
Related Glossary Terms
- bandsaw blade ( band)
bandsaw blade ( band)
Endless band, normally with serrated teeth, that serves as the cutting tool for cutoff or contour band machines.
- barrel finishing
barrel finishing
Mass finishing process that involves low-pressure abrasion resulting from tumbling workpieces in a barrel (usually of hexagonal or octagonal cross section) together with an abrasive slurry. See finishing.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- gundrill
gundrill
Self-guided drill for producing deep holes with good accuracy and fine surface finish. Has coolant passages that deliver coolant to the tool/workpiece interface at high pressure.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- sawing machine ( saw)
sawing machine ( saw)
Machine designed to use a serrated-tooth blade to cut metal or other material. Comes in a wide variety of styles but takes one of four basic forms: hacksaw (a simple, rugged machine that uses a reciprocating motion to part metal or other material); cold or circular saw (powers a circular blade that cuts structural materials); bandsaw (runs an endless band; the two basic types are cutoff and contour band machines, which cut intricate contours and shapes); and abrasive cutoff saw (similar in appearance to the cold saw, but uses an abrasive disc that rotates at high speeds rather than a blade with serrated teeth).
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.





