Cleanliness is next to godliness when preparing a cutting tool substrate for CVD or PVD coating deposition. The Sabre wet blasting system from Vapormatt Ltd. achieves a level of cleanliness that dramatically improves coating adhesion by removing the outer substrate skin and creating a “satin sheen” while imparting an anchor pattern, according to Managing Director Robin Ashworth. He added that the cleaned surface would reveal “nooks and crannies” when viewed under a microscope, with the average distance from the top of peaks to the bottom of the valleys equal to a third to a half the thickness of the coating being deposited.
In addition, the system produces consistent and controllable edge hones up to 100µm (0.0039") and other edge preparations, achieving edge radii within a ±5µm (±0.0002") tolerance, the company reported. Its wet blasting process combines solid media, liquid media and gas into a jet that can be directed at different angles and distances, then traversed over the faces and edges to be treated. “It’s a kind of loose-abrasive grinding process,” Ashworth said.
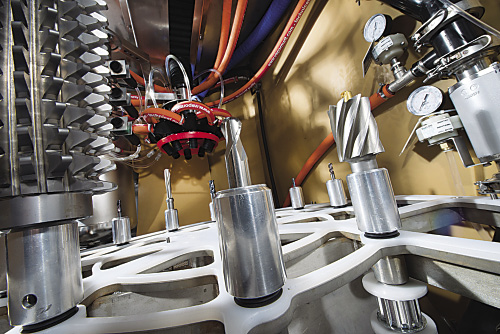
In addition to inserts, Vapormatt’s Sabre wet blasting system can clean and hone round-shank tools, which are supported on satellites around the periphery of the main turntable.
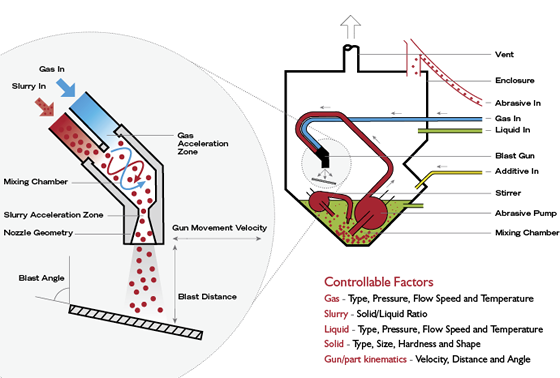
Vapormatt’s wet blasting process combines three phases of material (solid, liquid and gas) into a jet that can be directed at different angles and distances, then traversed over the tool surfaces and edges to be treated.
Recipes based on specific processing parameters developed by end users or Vapormatt can be stored and selected at will during the life of the equipment, Ashworth said. For example, a toolmaker might only get an order from a customer for a special four times a year, and the machine enables repeating the process used to make that custom tool each time.
For the Sabre, which performs wet blasting and rinsing, the company is targeting midsized cutting tool manufacturers, coating centers and R&D facilities. The machine is available in three versions: one for round-shank tools and hobs from 3mm to 30mm (0.118" to 1.181") in diameter and 46mm to 307mm (1.850" to 12.087") in length, one for inserts and a hybrid version that incorporates both blast heads, or nozzle arrangements.
When processing round-shank tools, three boron-carbide nozzles, or guns, move in a choreographed manner on the Y and Z axes as they blast tools supported and rotating on 12 satellite turntables around the periphery of the main turntable, Ashworth explained. For inserts, an eight-gun head, or crown, on the X-axis blasts up to four pallets. The servocontrolled axes reportedly provide fast and accurate kinematics and positioning, with turntable speeds up to 40 rpm.
“The pallets hold the inserts in pockets and we process them from the top down, which allows us to access the tops of all the cutting edges,” Ashworth said, noting some customers prefer to place inserts on the same needles that go into the coating ovens. “We can hold those needles on the satellites in the same way as round-shank tools.”
The system is suitable for processing carbide and HSS tools, Ashworth added. “The technology for carbide has moved forward faster than high-speed steel over the last couple of decades, but high-speed steel seems to be catching up and people are getting much more interested in how to increase the life of HSS tools with coatings and edge preps than they were.”
For more information about Vapormatt Ltd., Taunton, Somerset, U.K., call +44 1823-257-976 or visit www.vapormatt.com.
Related Glossary Terms
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- chemical vapor deposition ( CVD)
chemical vapor deposition ( CVD)
High-temperature (1,000° C or higher), atmosphere-controlled process in which a chemical reaction is induced for the purpose of depositing a coating 2µm to 12µm thick on a tool’s surface. See coated tools; PVD, physical vapor deposition.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- high-speed steels ( HSS)
high-speed steels ( HSS)
Available in two major types: tungsten high-speed steels (designated by letter T having tungsten as the principal alloying element) and molybdenum high-speed steels (designated by letter M having molybdenum as the principal alloying element). The type T high-speed steels containing cobalt have higher wear resistance and greater red (hot) hardness, withstanding cutting temperature up to 1,100º F (590º C). The type T steels are used to fabricate metalcutting tools (milling cutters, drills, reamers and taps), woodworking tools, various types of punches and dies, ball and roller bearings. The type M steels are used for cutting tools and various types of dies.
- physical vapor deposition ( PVD)
physical vapor deposition ( PVD)
Tool-coating process performed at low temperature (500° C), compared to chemical vapor deposition (1,000° C). Employs electric field to generate necessary heat for depositing coating on a tool’s surface. See CVD, chemical vapor deposition.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.


