I’m not wired for lean. My garage is a disaster, I take too many steps when making coffee in the morning and I have no problem stocking up on paper towels if there’s a sale. Some of this antilean thinking may stem from my early years in a machine shop, where half-day setups and that’s-the-way-we’ve-always-done-it attitudes were the norm.
Back then, most shop owners felt that, once the machine was set up, it was best to make 6 months’ worth of parts and put them on the shelf. The customer would eventually buy them. They took a pass on just-in-time for just- in-case, and the only key productivity indicator was who could make it to the lunch truck fastest. Inventory turns took place every few years, when dusty, leftover material was sold to the scrap man.
Does it Always Make Sense?
With this in mind, I posted a question on social media: Does lean manufacturing always make sense? After all, many machine shops are too busy getting parts out the door to worry about a bunch of process flow diagrams and whiteboard fantasies. Like yesterday’s shop owners, many feel there’s nothing wrong with building products in advance or buying material in bulk, as long as there’s space in the warehouse and sales orders on the books.

A group of University of Michigan students collaborate on the best way to solve a mock problem in a lean seminar.
Boy, did I get an earful.
Consultants galore expostulated on the many reasons why companies should embrace lean. Inventory is the devil. Smaller lot sizes force shops to become more efficient. Messy workplaces impede the elimination of waste. Long setup times cost money and reduce opportunities for productivity improvement. And yes, they said, lean is for everyone, even small shops with only a handful of people—who may see the biggest benefit from lean.
Nonetheless, lean benefits manufacturers of all shapes and sizes. Russ Scaffede, an instructor with the University of Michigan’s Lean Program at the College of Engineering, offered the example of a luxury yacht manufacturer in Holland, Mich., that was struggling to get product out the door.
“The owners felt they could sell 30 percent more yachts but were unable to increase production, at least not without adding to the facility and hiring a bunch of people,” Scaffede said. “They knew there were inefficiencies on the production floor; they just didn’t know where.”
A former production manager at the Framingham, Mass., assembly plant for General Motors, Scaffede turned to lean consulting after working with Toyota in the 1990s, the company largely responsible for bringing lean to the U.S. On his first visit to the yacht maker, on-time delivery was 70 percent on a good day, and quality was a problem.

A well-organized work area, with everything needed for assembly is in its proper place and clearly identified, is a key component of 5S.
He said: “You can imagine a 36 ' yacht—they’d drop it in the water for final testing and discover the wiring for the microwave or the TV wasn’t working. Most of the boat was assembled at that point, so the only way to fix it was to go through the fiberglass. It was a real mess.”
Using lean principles, the company merged its four assembly lines into two. Critical subassemblies such as the kitchen and engine compartment were no longer built on the boats, reducing the need to haul material and equipment up and down ladders and allowing for timelier testing. After 2 years of continuous improvement, takt time—the rate at which finished goods are produced—had nearly doubled. Quality problems were virtually eliminated and on-time delivery was 97 percent, all without requiring new equipment or increased headcount.
Lean is about serving the customer through better efficiency and elimination of waste. “Let’s say you build 3 months of inventory for a particular product,” Scaffede said. “The customer has given you a purchase order, so assuming you have the time, what’s wrong with parking those parts in the warehouse? The answer is that, while you might have saved on setup costs, you now have to pay for storage. And what if the customer has a design change? You might force them to take the products or make them pay you to rework them, but now you have an unhappy customer.”
Burgers and Boats
Another disciple of the Toyota Production System is Glenn Uminger. Like Scaffede, Uminger is a semiretired automotive executive who now spreads the good word of lean. After 27 years working at Toyota’s plant in Georgetown, Ky., he teaches what the University of Kentucky’s College of Engineering trademarked as True Lean, a customer-centric approach to waste elimination.
“True Lean is when employees use systematic problem-solving tools to improve their own processes,” Uminger explains. “They’re all part of a team, sharing a business culture of how to best serve the customer and provide the greatest possible value in their particular industry.”
One example is a fast-food company Uminger helped. By analyzing its existing “manufacturing” processes, employees determined they could avoid thawing an entire freezer’s worth of product by utilizing more efficient small-batch processing of frozen food. “They thawed it in stages, so there was always a batch ready to go into the fryer,” Uminger said. “This greatly reduced food inventory, which had broad implications for improved food quality, energy savings and kitchen space. Corporate picked up on the idea and has since used it to grow the number of stores, especially in urban areas where real estate is more expensive.”
So what the heck do hamburgers and luxury yachts have to do with machining parts? Uminger maintains the principles that make production of a hamburger more efficient can be applied equally well to machining operations. “You can go in so many different directions with lean, but the same principles apply. It’s a matter of what can I do for my business to avoid wasting resources, while still getting product to the customer with the shortest possible lead time.”
Empty the Shelves
Short lead times and low inventory are big components of lean, together forming the basis for JIT. Yet critics argue that lowering inventory in the face of unexpected shipping delays and other supply chain hiccups results in cold Happy Meals and cancelled yacht cruises. “People love to criticize just-in-time,” Uminger responded. “Every time there’s a weather event or other natural disaster, they sit back and say, ‘See, JIT doesn’t work.’ Is the alternative, then, to run an inefficient and wasteful business just in case a tsunami hits?”
Uminger admitted that lean may present risks, but contends that working in a JIT world means there’s nowhere to hide waste. If a part is due somewhere tomorrow and there’s no stockpile to draw from, it makes employees analyze potential problems and deal with them, rather than sweeping things under the rug.

Hands-on exercises in a team environment are one of the best ways to learn lean principles.
Still, those who drink the lean Kool-Aid without first applying a little common sense are apt to make matters worse.
Quarterman Lee, president of Strategos Inc., a lean consulting firm in Kansas City, Mo., said the literature, advertising and, indeed, many consultants present lean as little more than a series of tools and techniques, the implication being that if you simply implement those elements, everything’s going to be great. Nothing could be further from the truth.
“Much of lean was developed at Toyota in a mass production environment, and most shops don 't operate like that,” Quarterman said. “Any company that wants to implement lean needs to do some fundamental analysis and figure out what parts of it apply to them.”
For example, many lean practitioners promote total productive maintenance (TPM), the practice of maintaining equipment to avoid production floor surprises, as an essential component. While no one would argue that regular oil changes and tire rotations aren’t a great way to avoid auto breakdowns, Quarterman said TPM might be a waste of time. “It’s essential in a paper mill, where you have a multimillion dollar piece of equipment running round the clock. But to a small assembly shop or window manufacturer that relies on hand tools and manual operations, TPM doesn’t make much sense.”
One at a Time
Another premise of lean that should be carefully analyzed before implementation is one-piece flow, which some consultants refer to as continuous-flow manufacturing. Michel Baudin, a member of the Palo Alto, Calif.-based The Takt Times Group, an international network of lean consultants, explained that one-piece flow doesn’t necessarily imply a one-piece production run. “It means, for example, that a part requiring multiple milling and turning operations is worked on continuously, without stopping in between. Even a production run of 5,000 pieces can be processed with one-piece flow by organizing the shop’s machine tools and production schedule to support it.”
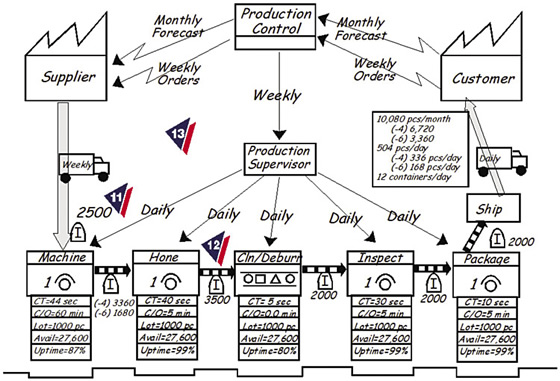
Value-stream mapping is critical to understanding the flow of information, raw material and finished products through the manufacturing process.
This type of organization may mean arranging older, less-expensive equipment into a manufacturing cell—a cornerstone of lean—and reserving the shop’s more flexible machine tools for low-volume and prototype work. In either case, setup times should be carefully analyzed and machines tooled appropriately to accomplish quick job changeovers wherever possible. This not only helps increase the company’s profit margin, but leads to greater flexibility and machine utilization. Machine shops that do quick changeovers can more easily fit small rush jobs into the schedule, so when a customer drops in an order for 50 pieces that’s due next Friday, it’s no big deal to accommodate them. Delivering at this level leads to additional orders from that customer. Also, reduced setup times are the best defense against excess inventory and work in process.
Larry Coté, founder of consulting group Lean Advisors Inc., Ottawa, Ontario, agreed that shops should devote more time and energy to setup time reduction and smaller batch sizes. “The smaller your batch, the less chance you’re going to end up scrapping, reworking or damaging the part, as well as paying for space to store it. Those issues are costly to any organization, but especially to a small operation where cash reserves are limited and customer orders and product designs change frequently.”
Instead of stocking products, Coté said lean-thinking people work with their customers on batch sizes and understand the pace at which parts will be consumed. Constant communication with customers alleviates or at least minimizes the trap caused by customer-driven engineering changes to parts sitting on the shelf.
There’s far more to lean than reducing inventory levels, however. Lean is a change in culture that starts with the CEO in the corner office and ends with the janitor in the warehouse.

Many colleges and universities offer lean certification programs on campus or at industrial facilities.
“The change could begin with little things, like using 5S principles (sort, straighten, shine, standardize, sustain) to organize the shop floor, and poka-yoke (mistake proofing) to avoid defects,” Coté said. “Visualization tools, such as simple charts that display current production and defect levels, help everyone understand what’s going on with the company, while value-stream mapping and development of fishbone diagrams helps them understand the entire process, allowing them to develop effective, sustainable change that will have a positive impact on their bottom line, improve product quality and deliver top-notch service to their clients.”
Lean is about reducing waste, but it’s also the best possible road to continuous improvement, a road that presents businesses of all sizes with the potential for undreamed of efficiency while offering employees an opportunity for personal growth and a sense of fulfillment. All it takes is some hard work, a lot of learning and a little common sense. Thanks to everyone for setting me straight. CTE
Contributors
Lean Advisors Inc.
(877) 778-6413
www.leanadvisors.com
Strategos Inc.
(816) 931-1414
www.strategosinc.com
The Takt Times Group
(650) 856-8928
www.mmt-inst.com
University of Kentucky College of Engineering
(859) 257-4886
www.lean.uky.edu
University of Michigan College of Engineering
(734) 764-1817
www.umich.edu
Related Glossary Terms
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- just-in-time ( JIT)
just-in-time ( JIT)
Philosophy based on identifying, then removing, impediments to productivity. Applies to machining processes, inventory control, rejects, changeover time and other elements affecting production.
- just-in-time ( JIT)2
just-in-time ( JIT)
Philosophy based on identifying, then removing, impediments to productivity. Applies to machining processes, inventory control, rejects, changeover time and other elements affecting production.
- lean manufacturing
lean manufacturing
Companywide culture of continuous improvement, waste reduction and minimal inventory as practiced by individuals in every aspect of the business.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Contact him by phone at (520) 548-7328 or via e-mail at [email protected].





