Spindle manufacturer GMN reports that greater cutting depths, higher material-removal rates and finer surface quality when roughing, finishing and grinding can be obtained with its new range of high-speed spindles.
Standard spindles undergoing high machining forces often lead to “rattling,” caused by insufficient damping of natural vibrations, according to Bernd Möller, head of spindle development at GMN Paul Müller Industrie GmbH & Co. KG, Nuremberg, Germany. These vibrations have serious consequences, including the creation of rough, partly scratched surfaces, uneven cutting tool edges and even spindle failure. “Our analysis was showing that there is a good chance to improve the dynamic behavior by introducing more damping into the spindle with the help of a hydraulic system,” he said.

Hydroviscous damping systems are structurally identical to standard models and can be easily retrofitted to existing machines. Image courtesy GMN.
Studies conducted in cooperation with the Laboratory of Machine Tools and Production Engineering (WZL) at the Rhine-Westphalia Institute of Technology Aachen determined it was possible to double the minimum stable cutting depth at speeds from 10,000 to 18,000 rpm with GMN’s HCS 280 high-speed spindle.
In practice, it is almost impossible to select optimal speeds for cutting from a stability chart. Even at slower speeds, Möller said that hydroviscous damping offers good surface results up to a plunge depth of 6mm (0.236 "). A depth of only 3mm (0.118 ") was achieved using a standard spindle under the same conditions. Surface quality also improved for internal cylindrical grinding and surface grinding when performed with a hydroviscously damped spindle, producing a roughness of 0.89µm compared to 2.36µm using a standard model.
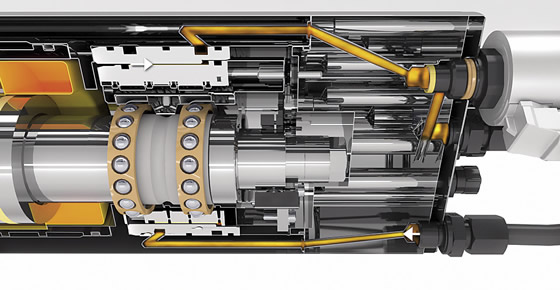
The damping system is fully integrated into the spindle, and the bearing preload can be controlled via oil pressure. Image courtesy GMN.
The high-speed spindles are independently driven by a hydraulic power unit. The bearing preload can be controlled via oil pressure. This way, the rigidity of the spindle can be modified and its behavior optimized, depending on the machining task, spindle speed and tool. An increased preload, for example, can improve spindle performance at lower speeds.
“The target of our development was to combine the advantages of ball bearings and hydrostatic bearings,” Möller explained. “Ball bearings have low-friction, high-speed capability and are insensitive to high overloads, while hydrostatic bearings are used, in some cases, for spindles when very high accuracy and low vibration are needed.”
The hydroviscous damping system incorporates a specially developed linear hydrostatic bearing for the floating bearing to add viscous damping to the ball bearing arrangement.
“Introducing damping often has the disadvantage of reducing system stiffness, but due to the unmodified front bearing setup and stiffness of the hydrostatic bearing (compared to squeeze film or O-ring damping), we can achieve a high rigidity of the spindle with hydroviscous damping,” Möller said. “Our unique linear bearing design allows us to use a compact oil supply with a small flow rate and low power requirement.”
These high-speed spindles will be available in the near future for manual tool changes, automatic toolchanger (ATC) spindles with custom housings and custom spindles for OD grinding and combined grinding processes.
For more information about GMN USA LLC, Farmington, Conn., call (800) 686-1679 or visit www.gmnusa.com.
Related Glossary Terms
- automatic toolchanger
automatic toolchanger
Mechanism typically included in a machining center that, on the appropriate command, removes one cutting tool from the spindle nose and replaces it with another. The changer restores the used tool to the magazine and selects and withdraws the next desired tool from the storage magazine. The changer is controlled by a set of prerecorded/predetermined instructions associated with the part(s) to be produced.
- cylindrical grinding
cylindrical grinding
Grinding operation in which the workpiece is rotated around a fixed axis while the grinding wheel is fed into the outside surface in controlled relation to the axis of rotation. The workpiece is usually cylindrical, but it may be tapered or curvilinear in profile. See centerless grinding; grinding.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- outer diameter ( OD)
outer diameter ( OD)
Dimension that defines the exterior diameter of a cylindrical or round part. See ID, inner diameter.
- stiffness
stiffness
1. Ability of a material or part to resist elastic deflection. 2. The rate of stress with respect to strain; the greater the stress required to produce a given strain, the stiffer the material is said to be. See dynamic stiffness; static stiffness.
- surface grinding
surface grinding
Machining of a flat, angled or contoured surface by passing a workpiece beneath a grinding wheel in a plane parallel to the grinding wheel spindle. See grinding.
- toolchanger
toolchanger
Carriage or drum attached to a machining center that holds tools until needed; when a tool is needed, the toolchanger inserts the tool into the machine spindle. See automatic toolchanger.





