With proper identification, parts can be tracked, errors can be traced to the source, and manufacturers can be held accountable for part quality—and even prevent counterfeiting. While a range of part-marking techniques exist, lasers are frequently the only viable option when it comes to very small, thin, brittle or delicate parts.
“The medical industry has gone largely to laser marking, particularly for parts inserted into the body,” noted Rick Slagle, marketing manager for LNA Laser Technology, Pawtucket, R.I. “Ink markings can raise issues of toxicity, and they wouldn’t survive long inside the body anyway, while peening or engraving will affect and potentially compromise the part surface,” he said. “Semiconductor devices are quite delicate and sensitive, so you don’t want to damage the part or change its electrical properties. LEDs are often marked by hand because of how delicate they can be, but lasers would be an effective way to automate that process.”

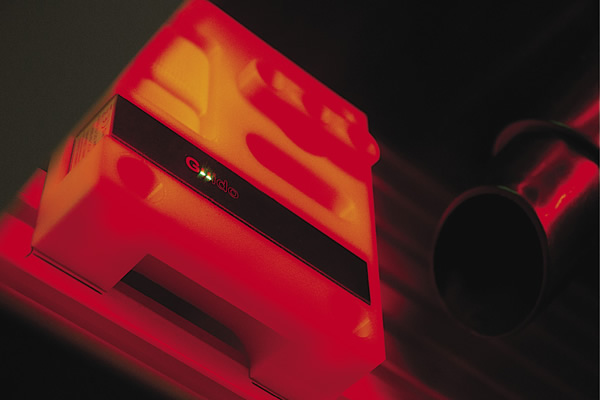
Laser marks are monochromatic, but are indelible despite barely penetrating the surface of the part. Image courtesy FOBA Laser.
Characters about 0.5mm (0.020 ") tall are about as small as you can get with a CO2 laser, according Ronald Schaeffer, CEO of laser shop PhotoMachining Inc., Pelham, N.H., while a fiber laser can get down to 100µm (0.0039 ").
“In theory, UV can get you down to as small as a 15µm character size,” he noted. “With UV lasers, we’re only penetrating a fraction of a micron, and a CO2 laser probably penetrates tens of microns deep, but that can still be considered a surface mark.” Advanced laser marking technologies from the laboratory to the shop floor allow for increasingly finer marks on an expanding range of materials.
“Even 10 years ago, we only had infrared lasers commercially available,” said Brian Hilliker, sales manager of Wood Dale, Ill.-based FOBA Laser. “Now, there are UV wavelengths and the whole spectrum in between, and all of them with unique characteristics. We’ve known about them for years, but up until now we were lacking applications in an industrial environment, so they were pretty much confined to laboratory use. Now, we’re seeing applications in plastics and ceramics in an industrial context, making those wavelengths practical for industrial use, which has opened so many possibilities within the laser marking industry.”
Ride the Wavelength
Lasers are differentiated by wavelengths—the frequency at which the waves of electromagnetic radiation repeat themselves. Different materials require different wavelengths, which means that finding a laser marking solution first and foremost means finding someone who can handle the material you need marked.
“In general, you’re using one of three types of lasers for marking,” said PhotoMachining’s Schaeffer. These include CO2, neodymium-doped yttrium-aluminum-garnet and fiber lasers. “Broadly speaking, the fiber and the Nd:YAG lasers have about a 1µm wavelength and are very useful on metals. CO2 lasers can’t mark metals, but they are very useful on other materials, such as wood, plastic or ceramic.”
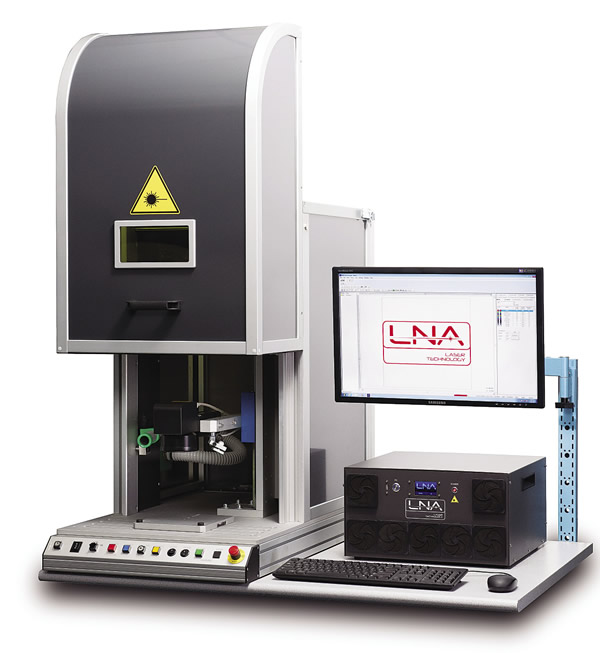
Marking systems, such as this one from LNA Laser Technology, are used to impart precise marks onto even extremely delicate parts. Image courtesy LNA Laser Technology.
“Fiber and CO2 systems operate on the infrared spectrum, and the way infrared photons interact with material is that they heat and burn it, so the mark is essentially burned in,” Schaeffer noted. “They don’t touch the part, so they’re more delicate than a peening or scribing method of marking, but they still generate heat. If you want a high-quality mark that won’t damage the part at all, you either have to go shorter in wavelength or in pulse length.”
A typical CO2 or fiber laser, he continued, has a pulse length in the milliseconds to microseconds range, and some are down to nanoseconds. Picosecond and femtosecond lasers are available, and, instead of using infrared light, they utilize ultraviolet wavelengths. These lasers interact with materials by altering the chemical structure and creating a photochemical color change that makes them ideal for thin or soft materials, he explained.
Fiber lasers, which operate at a 1,064nm wavelength, are the most common choice for marking, according to LNA’s Slagle. The reason for their dominance in the market, he explained, is that they are relatively inexpensive, operate for up to 100,000 hours and have excellent beam quality.
“There are applications where you will need to switch to a visible, green laser, which operates at a wavelength of around 532nm, or an ultraviolet laser, which clocks in at 355nm,” Slagle noted, “and is recommended for specialty plastics, silicone, Teflon and some glass-marking applications. The reason is that the lower the wavelength, the better the absorption into the material, which means you can create the mark without hammering the part with a lot of power.”
This low-power approach is especially beneficial, because it does not deform the part. The advantages when marking delicate parts seem self-evident, yet many medical parts manufacturers opt for higher wavelengths, Slagle noted.
“Mild deformation is not always an issue, but think about a catheter, something that’s going to be inserted into the body—you really don’t want ridges or bumps, even small ones,” he said.
Upon Further Reflection
While lasers meet many large and small parts-marking challenges, they do have their limits. To laser-mark a material, it must be capable of absorbing some laser light. It is best if the absorption rate is close to 100 percent.
“One thing to keep in mind is that you really don’t know what the finished mark is going to look like or even if the part can be marked,” Schaeffer noted. “So, you have to do testing up front to find out, first, if the material will take a mark at all, and, second, what kind of contrast the mark will display.”
To ensure the best results, FOBA offers a vision system to assist in the entire process, from inspection to certification.

FOBA’s laser marking machine offers a vision system, which allows for preinspection, in-process monitoring and post-process certification. Image courtesy FOBA Laser.
“It helps control the physical characteristics as the mark is placed on the part, which is especially important when working with small or delicate parts,” Hilliker said, “because those parts typically need to be marked in a very specific way at a very specific point, to a degree of accuracy that can be difficult to attain with standard laser marking systems.”
FOBA’s vision system offers a range of benefits, Hilliker explained, beginning with preinspection. This step ensures that the laser-marked identification is applied to the correct part, verifies there are no faults or imperfections that could compromise the mark and confirms the part is placed and aligned properly.
During the marking process, the vision system not only monitors the material and surface conditions, it confirms that the part is properly taking the mark. After the mark is applied, the system carries out a full verification, making sure it was indeed properly placed and confirming part integrity has not been compromised.
Picking Partners
One important detail to note about laser marking machines: Most machine shops don’t have one. This means partnering with a marking specialist to get the needed results, and that’s not always an easy task.
“There’s a level of knowledge and specialization that defines various marking companies,” LNA’s Slagle said. Therefore, when it comes to choosing a marking company to partner with, it’s important to find a company with the relevant experience to tackle industry-specific challenges.
Slagle added: “If that’s not available, it’s important to have a dialog with the company, make sure they know what you want, and make sure you know what they can provide. But then—and this is the important part—let them run some samples of what they think you want. Things might not match up right away, but a good company will work with you to find a solution.”
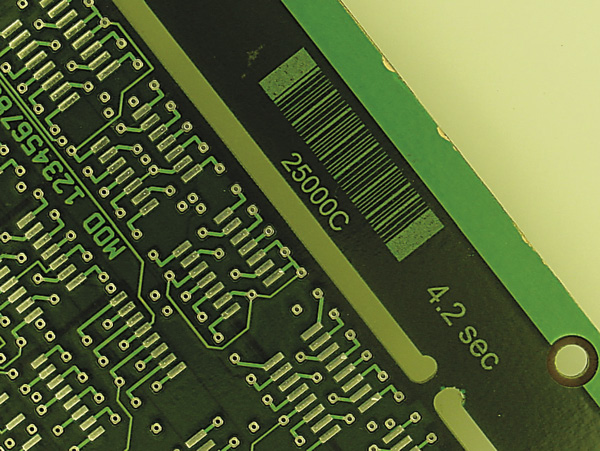
Lasers can be used to mark sensitive electronic devices, such as printed circuit boards. Image courtesy LNA Laser Technology.
Hilliker noted geography can play a role as well, although “going local” isn’t always the answer. If a job has a global reach and serves highly demanding markets, like medical or aerospace, it’s probably best to look to the companies with global footprints for service, support and multiple-country certifications, he explained. However, parts often cross so many borders that certification and quality control can be difficult to ensure.
“What is usually going to be most important is to find a partner that not only knows how to work with the material and knows the industry, but is also familiar with the part’s ultimate destination, what specific demands are going to be put on it, what criteria it’s going to have to measure up to,” Hilliker said.
“There are so many criteria you could use to pick a shop to partner with, but the bottom line is, work with somebody who has access to the wavelengths that make sense for your application,” he continued. “Work with somebody who can get the mark on the part, and do it the right way.”

Contributors
FOBA Laser
(800) 288-7755
www.fobalaser.com
LNA Laser Technology
(401) 724-0076
www.lnalaser.com
PhotoMachining Inc.
(603) 882-9944
www.photomachining.com
Related Glossary Terms
- ceramics
ceramics
Cutting tool materials based on aluminum oxide and silicon nitride. Ceramic tools can withstand higher cutting speeds than cemented carbide tools when machining hardened steels, cast irons and high-temperature alloys.
- micron
micron
Measure of length that is equal to one-millionth of a meter.
- peening
peening
Mechanical working of a metal by hammer blows or shot impingement.
- quality assurance ( quality control)
quality assurance ( quality control)
Terms denoting a formal program for monitoring product quality. The denotations are the same, but QC typically connotes a more traditional postmachining inspection system, while QA implies a more comprehensive approach, with emphasis on “total quality,” broad quality principles, statistical process control and other statistical methods.
- vision system
vision system
System in which information is extracted from visual sensors to allow machines to react to changes in the manufacturing process.
Author

Evan Jones Thorne, who served as associate editor of Cutting Tool Engineering magazine through February 2017, holds a bachelor’s degree in English and communications from Northern Illinois University. Evan joined Cutting Tool Engineering in October 2013.





