Drilling, milling, EDMing, laser cutting, trepanning, punching; there are almost as many ways to make holes as there are holes to be made. Drilling, the most common holemaking method, itself includes many tool material and configuration options.
In many cases, drills with tungsten-carbide cutting edges increase holemaking productivity. Solid-carbide drills provide excellent accuracy and long tool life, but can be expensive, depending on the diameter. When worn, they must be resharpened. Steel drill bodies tooled with indexable carbide inserts cost less than solid-carbide drills, and the cutting edges can simply be indexed when worn. However, indexable drills typically don’t provide the accuracy of their solid-carbide counterparts. Carbide-bladed spade drills also feature economical steel bodies, but lack sophisticated drill tip and flute geometries.
Drills with interchangeable carbide tips can be a productive, accurate and economical holemaking choice. The tips feature complex point and cutting edge geometries like those of a solid-carbide drill, but are mounted on a steel body. Tip clamping methods range from external or internal screws to simple turn-and-click systems. In general, the drills produce hole diameters from about 0.3 " to 1.4 ". For smaller holes, the interchangeable tips can become hard to handle, and the tips may become too expensive for larger diameters (see sidebar on page 30).
Especially in the larger sizes of interchangeable-tip drills (from 0.5 " to 1.4 " in diameter), the tip/body combination typically is less expensive than an equivalent solid-carbide drill. In smaller diameters, the manufacturing cost of the interchangeable-tip tool’s components can raise its price near to that of an equivalent-diameter solid-carbide drill. All interchangeable-tip drills, however, offer the productivity benefit of cutting heads that can be changed quickly and, depending on the design, either be recycled or resharpened. Easy replacement minimizes production interruptions for tool changes. A single drill body can accept a range of tip diameters, reducing tool inventory. And the drill tips can be engineered to provide maximum productivity in specific material applications.
Choosing among the different carbide-edged drill technologies depends on what the user wants to achieve. “Solid-carbide drills produce very straight, accurate holes,” said Chet Parzick, product manager for Kennametal Inc., Latrobe, Pa. “If the hole doesn’t have to be that accurate, within, say, ±0.005 ", then it probably is an application for an indexable-type drill.” However, if a user wants to maintain tighter tolerances and perhaps avoid a secondary operation such as reaming, the best choice may be an interchangeable-head drill, which, Parzick said, “fits in between the solid-carbide and indexable drills very nicely.”
Bridging the Gap
Feed-rate capability is one area where interchangeable-tip drills bridge the gap between solid-carbide and indexable-insert drills. Because the cutting paths of an indexable drill’s inserts overlap, the drill’s ability to handle high feed rates is limited to that of what is essentially a single cutting edge. An interchangeable-tip drill, like a solid-carbide drill, has “two separate cutting edges working. You can feed it minimally twice as fast,” Parzick said.


Courtesy of B. Kennedy
Line Leader George Davis (below, left) and Technical Supervisor Michael Rhoades, discuss application of Ken-Tip interchangeable-tip drill at bearing-component manufacturer Meadville Forging Co. The company uses Ken-Tip drills to make 9.7mm- and 12.6mm-dia. holes in a 1060 steel bearing race (top).
Thomas Sandrud, product manager, holemaking products for Seco Tools Inc., Troy, Mich., added that under normal drilling conditions, increasing the feed is the preferred way to boost productivity. “We prefer, when possible, to change the feed rate before the cutting speed because feed normally will affect the tool life the least and give the lowest cost per hole,” he said.
The relationship between cutting speed and tool life is not linear, said Sandrud. “It is an exponential curve. If you increase the cutting speed from recommended catalog parameters, let’s say 20 percent, the tool life can actually be reduced up to 50 percent in steel.” Higher cutting speeds multiply friction on the tool, generating increased heat.
Courtesy of Seco Tools
Drills with tungsten-carbide cutting edges enhance holemaking productivity. The choice among (from left) indexable-insert, solid-carbide or interchangeable-tip drills, like these perfoMax, feedMax and Crownloc drills from Seco Tools, depends on the user’s requirements for speed, accuracy and economy.
Sandrud noted that indexable-drill design influences hole accuracy because the tool’s overlapping indexable inserts form an asymmetric drill point. “You need a balance of the tangential forces between the periphery and the center insert to minimize drill deflection at the entrance to the hole,” he said. Balancing those forces can produce close hole tolerances, even though indexable drilling is considered a roughing operation. On the other hand, the two cutting edges of an interchangeable-tip drill are symmetric and it is “more of a semifinishing and a finishing tool due to the tolerance we can make with the drill,” he said.
Accuracy and hole geometry depend on many factors, including the drill length, machining conditions and workpiece material. However, Sandrud said, under normal conditions Seco Tools’ feedMax solid-carbide drills might typically produce a 40µin. Ra finish with a positioning accuracy of 0.0008 ", while its Crownloc interchangeable-tip drills can produce finishes of 64µin. Ra with a positioning accuracy of 0.002 ".
Interchangeable-tip drills offer accuracy on a par with solid-carbide tools, according to Rich Maton, assistant engineering manager for Sumitomo Electric Carbide Inc., Mount Prospect, Ill. Compared to the typical ±0.005 " accuracy of an indexable-insert drill, an interchangeable-tip drill like the company’s SMD tools can hold ±0.002 " in most cases, compared to the ±0.001 " typical with solid-carbide tools.
The steel drill body of an interchangeable-tip drill is somewhat less rigid than the body of an equivalent solid-carbide drill. Bob Jennings, product manager in the holemaking group at Ingersoll Cutting Tools, Rockford, Ill., said that situation may actually represent the best of both worlds: a tool that offers the wear resistance and productivity advantages of a solid-carbide tool and is “in some ways more forgiving of misalignment.” Typical examples of misalignment include cases where “fixturing is not the best, the workpiece itself lacks rigidity or there’s some runout in the spindle,” he said. If alignment is not true, hard and rigid solid-carbide drills can break or chip. In the case of an interchangeable-tip tool, misalignment or runout may compromise the dimensional accuracy of the hole, “but you are not going to break the tool,” Jennings said.
Courtesy of Ingersoll Tool
Clamping methods for interchangeable-tip drilling systems range from internal or external screws to turn-and-click systems like the Qwik-Twist (pictured) from Ingersoll Cutting Tools.
For example, Jennings described an operation that involved drilling a 19mm-dia., 32mm-deep blind-hole in a 32-HRC alloy steel crankshaft. A solid-carbide drill run at a cutting speed of 76 m/min. and a 0.36-mm/rev. feed produced 2,000 holes per cutting edge before failing due to chipping and eventual breakage. An Ingersoll Qwik-Twist interchangeable-tip drill, run at the same machining parameters, machined 10,000 holes before replacement. The failure mode was gradual flank wear, which produced a more consistent finish.
Floating Costs
Jennings said use of interchangeable-tip drills eliminates more than resharpening costs. During resharpening, the cost of having drills “in float” can be considerable. “You may have two or three drills in operation and two or three drills as backups, but then you might have to have four more drills being sharpened, and four drills on the way back from the resharpener.”
Mark Stevens, field sales engineer for Allied Machine & Engineering Corp., Dover, Ohio, said high penetration-rate drills like his company’s GEN3SYS system represent “where everybody seems to be going right now.” The interchangeable-tip drills feature a proprietary multilayer AM200 coating and a locating pad that enhances repeatability and runout reduction. “In the economic slowdown, shops are looking for the best ways to lower cost per hole,” he said. Compared to solid-carbide drills, interchangeable-tip drills provide cost savings through both high production rates and lower tool cost, he said.
Courtesy of Quality Metal Products
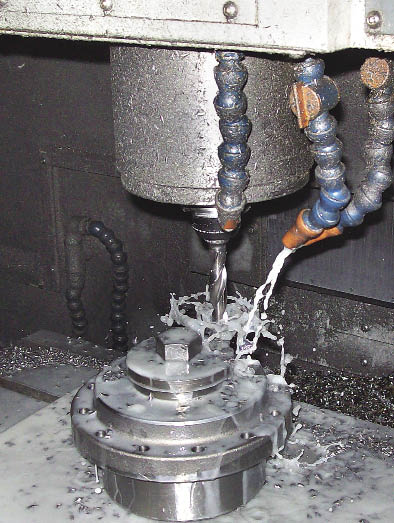
At Peoria, Ill., shop Quality Metal Products, a 17mm-dia. GEN3SYS interchangeable-tip drill from Allied Machine & Engineering produces a 4.5 "-deep through-hole in 1E0018 gray iron at a cutting speed of 1,400 rpm and a 15-ipm feed rate.
Interchangeable-tip drills, Stevens said, are less expensive than solid-carbide ones. A 15mm- to 20mm-dia., solid-carbide drill for making holes 7 diameters deep costs about $600, while a GEN3SYS tool for making the same holes costs about $250 for the body and $75 to $90 for the inserts, he said.
Quality Metal Products Inc., Peoria, Ill., produces elbows, brackets and adapters made of steel and ductile and gray cast iron. Rob Lemons and Tim Swise, who purchase tools and oversee operations for the shop’s CNC machines, said much of the facility’s drilling requires drills in diameters up to 1.5 " to make holes 10 diameters deep. They use the GEN3SYS drills because “We need long tool lengths,” Lemons said, and solid-carbide drills that long cost “a fortune.” The interchangeable-tip tools are “cheaper to start with, we are getting better tool life and we have increased our speeds and feeds,” he said. According to Swise, the interchangeability enables the shop to “replace the whole tip in a couple seconds,” without a need to reset tool offset because the new tips always match the original length recorded in the machine program. Finally, interchangeable-tip tools are preferable to those that require resharpening, which in a production environment “require you to have a lot of tools in the pipeline. Because whatever you’ve got out in resharp, you still have to have plenty on the shop floor,” Swise said.
Production Advantages
Each time a tip is changed, the replacement tool’s cutting edges, length and back taper are identical to a new drill. As a result, Ingersoll’s Jennings said, interchangeable-tip drills are “very consistent” in production applications. “Once you get your process dialed in, as an example, if you are getting 800 holes or 1,000 holes per point change, you can count on that performance every change. Sometimes with solid-carbide drills you get 500 or 800 holes the first time out of the box, send them out to be resharpened and recoated, and then maybe you get a little bit less,” he said.
Kennametal Sales Engineer Joe Pacileo agreed that production operations benefit from the use of interchangeable-tip drills. As an example of a high-volume operation using the drills, Pacileo cited his customer Meadville Forging Co.’s Cambridge Springs, Pa., operations, a supplier of automotive bearing components. At peak production, the shop uses Ken-Tips from Kennametal to drill 500,000 12.5mm-deep holes per year in 1060 automotive bearing steel, including diameters of 9mm, 9.7mm and 12.6mm. Compared to the solid-carbide drills used previously, “the Ken-Tip is much faster to change in production because there is no touching off or presetting,” said Michael Rhoades, technical supervisor.
According to Rhoades, the drills can be applied at much more aggressive metal-removal rates than solid-carbide tools, and “the carbide in the drill tips seems to be more wear resistant than typical carbide, and we are able to push it a little harder.” As a result, the shop is boosting feeds and speeds and still getting more holes. “For the money, you get a lot more holes compared to solid carbide,” Rhoades said. The cost of an interchangeable tip, he added, is equal to or only slightly greater than the cost of resharpening, and is obviously much less expensive than a new solid-carbide drill.
Job-Shop Flexibility
In addition to their advantages in production operations, interchangeable-tip drills can also benefit smaller-volume shops, said Sumitomo’s Maton. “In a job shop application where the shop does five different-size holes, they can use the interchangeable-tip drills and maybe produce two or three different hole diameters with the same body,” he said.

Courtesy of B. Kennedy
Interchangeable-tip drill geometries can be designed to maximize productivity in specific workpiece materials. For example, an MTL-style tip (top) from Sumitomo for its SMD drills is for general-purpose applications. An MEL-geometry tool (bottom), conversely, has a sharper cutting edge designed to be freer cutting in exotic alloys.
Interchangeable-tip drills provide a further degree of flexibility in that the bodies can be fitted with tip geometries that maximize productivity for a specific workpiece material. For example, among the specialized geometries offered by Sumitomo for its SMD tools are MTL-style tips for steels and general-purpose applications, and MEL-geometry tools that are freer cutting in workpieces like stainless steel and high-temperature alloys.
The MTL configuration features a hard, wear-resistant substrate and a cutting edge with a 0.003 " to 0.005 " T-land edge preparation (varying in relation to drill diameter) for strength. On the other hand, the MEL tool tip has a sharper cutting edge to shear exotic alloys, but its substrate is tougher than that of the MTL tool to resist edge fracture.
The MEL tips also have a back taper of 0.010 "/in. compared to the 0.003 "/in. to 0.004 "/in. back taper of MTL tips. “Exotic materials tend to swell while being drilled, and with more back taper it gives it a nicer finish and you don’t have withdrawal marks when you take the drill out of the hole,” Maton explained.
A silicon and chromium coating improves resistance to wear, chipping and built-up edge. The new DEX coating enables the interchangeable-tip tools to run at high speeds and penetration rates. “It’s not uncommon to drill 4340 at 325 sfm and a feed of 0.014 ipr,” he said.
Other examples of interchangeable-tip geometries engineered for contrasting purposes are HPL and HPC configurations from Kennametal. The HPL-style tip is for drilling austenitic stainless steel and breaks the two chips generated by the tip’s twin cutting edges into smaller segments. Conversely, the chamfered corners of the HPC geometry minimize breakout when drilling holes through cast iron, and has double margins to guide the drill. “Drills tend to move around in cast iron because it is not a homogeneous material,” said Parzick of Kennametal. “With four margins, the drill is more stable in the hole and drills a much straighter hole.”
Seco Tools’ Sandrud added that the tips’ interchangeability makes specials economical. He said the “big chunk of carbide” on his company’s drills enables Seco Tools to “offer Crownloc in different shapes, with a special profile or even a step in the crown itself to produce chamfers that are normally put on the drill body.” A special order “N” geometry has a low-friction diamond coating optimized for drilling aluminum.
No holemaking tool fits every job or every shop’s routine. However, when hole diameters and production considerations match the capabilities of interchangeable-tip drills, the tools can enhance both the productivity and the economy of a shop’s holemaking operations. CTE
About the Author: Bill Kennedy, based in Latrobe, Pa., is contributing editor for Cutting Tool Engineering. He has an extensive background as a technical writer. Contact him at (724) 537-6182 or [email protected].
Courtesy of Kennametal
The KSEM PLUS drill style from Kennametal is a hybrid of indexable-insert and interchangeable-tip drill technologies.
Hybrid tool for high-volume jobs
In Spring 2009, Kennametal introduced a line of interchangeable-tip tools that can be considered a hybrid indexable-insert/interchangeable-tip drill technology. Like an interchangeable-tip drill, KSEM-PLUS tools have a steel body with a detachable cutting head. The head, however, is made of steel and holds a centrally located, two-edged KSEMP tip like that on Kennametal’s KSEM interchangeable-tip drills. Flanking that tip are two DFT D indexable trigon inserts, which effectively extend the length of the drill’s cutting edges and drill larger-diameter holes. According to Kennametal, the central tip provides high feed rates and centering capability, while the inserts on the periphery facilitate chip control and higher cutting speeds. As a result, the drills can achieve higher cutting speeds than other interchangeable-tip tools while offering similar feed capabilities, according to Kennametal.
The KSEM PLUS drills produce hole diameters from 1.250 " to 2.756 ". On the higher side of that range, the combination of a KSEM tip and trigon inserts is more economical than a large interchangeable carbide tip. The outer inserts are indexable, reducing tool costs and maintaining the ability to perform quick changes with the tool in the machine spindle. The heads are coupled to the drill body via a “flexible drilling system” that uses two angled, radially activated locking screws. Chet Parzick of Kennametal said the concept for the KSEM Plus system originated in the heat exchanger industry, where productivity and economy in high-volume hole production is crucial.
—B. Kennedy
Contributors
Allied Machine & Engineering Corp.
(800) 321-5537
www.alliedmachine.com
Ingersoll Cutting Tools
(815) 387-6600
www.ingersoll-imc.com
Kennametal Inc.
(800) 446-7738
www.kennametal.com
Meadville Forging Co.
(814) 332-8200
www.meadforge.com
Seco Tools Inc.
(800) 832-8326
www.secotools.com/us
Sumitomo Electric Carbide Inc.
(800) 950-5202
www.sumicarbide.com
Quality Metal Products Inc.
(309) 692-8014
Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- blind-hole
blind-hole
Hole or cavity cut in a solid shape that does not connect with other holes or exit through the workpiece.
- built-up edge ( BUE)
built-up edge ( BUE)
1. Permanently damaging a metal by heating to cause either incipient melting or intergranular oxidation. 2. In grinding, getting the workpiece hot enough to cause discoloration or to change the microstructure by tempering or hardening.
- centering
centering
1. Process of locating the center of a workpiece to be mounted on centers. 2. Process of mounting the workpiece concentric to the machine spindle. See centers.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- cutting speed
cutting speed
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
- edge preparation
edge preparation
Conditioning of the cutting edge, such as a honing or chamfering, to make it stronger and less susceptible to chipping. A chamfer is a bevel on the tool’s cutting edge; the angle is measured from the cutting face downward and generally varies from 25° to 45°. Honing is the process of rounding or blunting the cutting edge with abrasives, either manually or mechanically.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- finishing tool
finishing tool
Tool, belt, wheel or other cutting implement that completes the final, precision machining step/cut on a workpiece. Often takes the form of a grinding, honing, lapping or polishing tool. See roughing cutter.
- flank wear
flank wear
Reduction in clearance on the tool’s flank caused by contact with the workpiece. Ultimately causes tool failure.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- through-hole
through-hole
Hole or cavity cut in a solid shape that connects with other holes or extends all the way through the workpiece.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- trepanning
trepanning
Drilling deep holes that are too large to be drilled by high-pressure coolant drills or gundrills. Trepanning generates a solid core and normally requires a big, powerful machine. Shallow trepanning operations can be performed on modified engine or turret lathes or on boring machines. See boring; drilling; spade drilling.
- wear resistance
wear resistance
Ability of the tool to withstand stresses that cause it to wear during cutting; an attribute linked to alloy composition, base material, thermal conditions, type of tooling and operation and other variables.





