High-Torque and High-Speed Live Lathe Tools
High-Torque and High-Speed Live Lathe Tools
Speeders improve surface finish and reduce cycle times when machining small holes and soft materials, without lengthy acceleration ramps. Reducers optimize the lower speed, higher torque requirements of large holes and tough materials without sacrificing horsepower. In-line holders utilize ER style collets and are available on extensions to machine between chuck jaws.
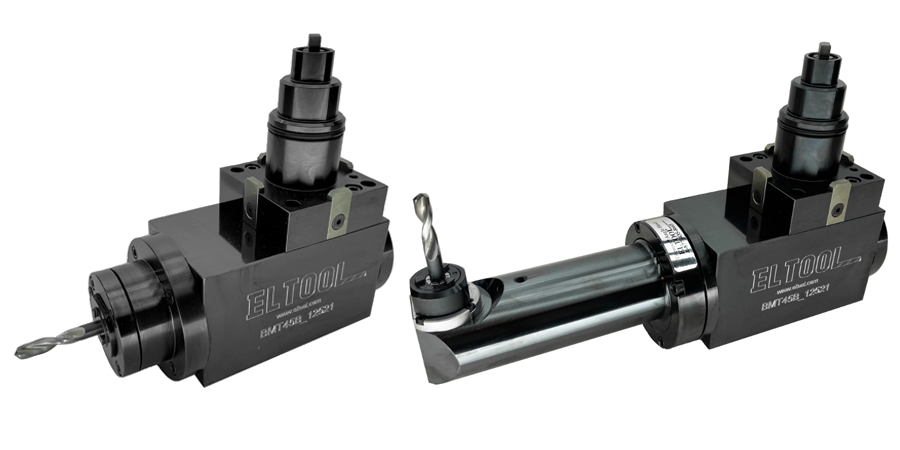
In addition to 1:1 ratios, live lathe tools are now available with 5:1 and 1:5 gear boxes for high torque and high speed machining applications. Speeders improve surface finish and reduce cycle times when machining small holes and soft materials, without lengthy acceleration ramps. Reducers optimize the lower speed, higher torque requirements of large holes and tough materials without sacrificing horsepower. In-line holders utilize ER style collets and are available on extensions to machine between chuck jaws. Designed to fit popular lathe models, angle head versions machine in bores down to 5/8" diameter. Secondary I.D. machining operations such as oil grooving and keyway cutting can now be integrated into turning operations. Heads and drivers are modular, and available in both face and O.D. mount configurations.



