hyperMAXX for 2-D Machining
hyperMAXX for 2-D Machining
Since 2010, Open Mind has provided a "high-performance cutting" strategy that allows considerably higher material-removal rates to be achieved while also protecting tools and machines. Already established for 3D and 5-axis machining, it can now also be used for 2D tasks.
Since 2010, Open Mind has provided a "high-performance cutting" strategy that allows considerably higher material-removal rates to be achieved while also protecting tools and machines. Already established for 3D and 5-axis machining, it can now also be used for 2D tasks.
hyperMAXX, the roughing module fully integrated into hyperMILL, combines optimal milling paths, maximum material removal and the shortest possible machining times, according to the company. The hyperMAXX adaptation in hyperMILL is based on the Volumill technology kernel from Celeritive Technologies. Ideally, distributed milling paths and the dynamic feed rate adjustment to existing cutting conditions ensure that milling always takes place at the fastest possible feed rate. Machining is always performed using climb milling, in a spiral retraction of tool movements that increasingly approximate the required contour as they reach the end. The milling tool generally operates using the complete cutting length. A special system algorithm ensures that the same volume is always removed by each milling tooth. This ensures the optimal capacity of the tool, while ensuring that it is not overloaded, and it generates a large material-removal rate.
The requirement for optimal machining is the dynamic adjustment of the feed rate to the existing cutting conditions. The user does not enter a fixed value for the spindle speed and feed rate. Instead, he provides key data with which the respective machine tool and the tool can operate. The hyperMAXX toolpath is then calculated with regard to the chip volume and balanced movement. The process is suitable for soft materials, such as aluminium, but especially for steel, titanium and nickel alloys.
The key benefits are:
Constant load on the tool and the machine during the entire machining operation.
Reduced machining times.
The fastest possible, safe positioning of the tool.
The plunge macro always creates a complete helix or ramp movement: The user need not enter a helix radius because this is generated automatically.
No sharp edges or sudden changes in milling direction.
Intelligent automated functions for optimised adjustment of feed rate and infeed for the machining of tight areas with full cutting and long tool paths (soft material), as well as trochoidal tool paths that avoid full cutting (harder materials).
Up to 100 percent of the tool diameter can be used without leaving material behind.
The tool-friendly process has another positive effect: Users have access to a range of more straightforward milling tool qualities with significantly lower costs.
Postprocessor adjustment is not required as hyperMAXX is fully integrated into hyperMILL.
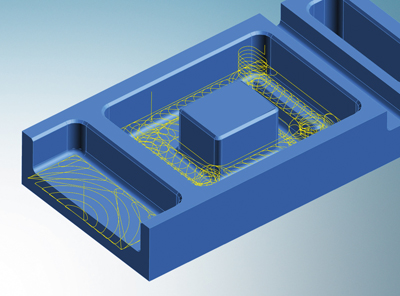
hyperMAXX was initially used for 3D arbitrary stock contour machining as well as 5-axis shape-offset roughing. Open Mind now also offers this optimisation strategy for high-performance cutting for 2D pocket milling.
When used for 3D pocket milling, any open or closed pockets, pockets with islands, etc. can be machined much more quickly with the help of hyperMAXX.
The 5-axis shape-offset roughing and finishing function was introduced in 2011 with hyperMILL. This adopts the curved surfaces of a component, such as for turbine housings, structural parts for aircraft or tire molds, as the standard surface. The tool operates at an angle of 90 degrees at every point. The strategy works as if it involved "curved" Z roughing or Z finishing. This reportedly makes creating the NC program much easier.



