Can milling compete with grinding for rapid stock removal?
Can milling compete with grinding for rapid stock removal?
Many times in making parts for aerospace engines with high temperature alloys like IN-718, Rene-95 and Waspaloy it is necessary to remove large amounts of material. Traditionally companies use, milling, turning or broaching to remove most of the material and then finish-grind to size. The engineers at Norton/Saint-Gobain's Higgins Grinding Technology Center have determined that for these materials grinding can, in many instances, remove the material more quickly and economically than turning or milling.
Many times in making parts for aerospace engines with high temperature alloys like IN-718, Rene-95 and Waspaloy it is necessary to remove large amounts of material. Traditionally companies use, milling, turning or broaching to remove most of the material and then finish-grind to size. The engineers at Norton/Saint-Gobain's Higgins Grinding Technology Center have determined that for these materials grinding can, in many instances, remove the material more quickly and economically than turning or milling.
Recently, to demonstrate the capability of Norton's Vitrium³® wheel with TG2 ceramic grain they conducted two different tests on Inconel 718. In the first test they ground a slot ½" wide by ¾" deep in a 2" thick part in just 22 seconds. To do this they took multiple passes at 0.10" depth and a feed of 180" per minute for a removal rate of 9 in³/min. In a second test they removed 7.4 in³ from the face of a disk in just 2.2 minutes for a removal rate of 3.9 in³/min. It is important to note that neither of these tests caused metallurgical damage or burn, indicating the benefits of cooler cutting and low specific grinding energies associated with Vitrium wheel technology.
Many aerospace components used in the high and low pressure sections of a turbine engine are made from high nickel super alloys which may be cast, forged or sintered using powder metallurgy techniques. These alloys are notorious for being difficult to machine due to their high strength, corrosion and fatigue resistance, and low thermal conductivity. The same attributes which improve their performance in the engine result in making the alloys difficult-to-machine. Many of these components have as much as two-thirds of their original weight removed to produce the finished component, with turning, milling and broaching processes traditionally used to remove most or all of the material.
Tool failure will typically be caused by chipping, plastic deformation, or notching at the depth-of-cut line when machining these materials. At high temperatures these materials also have a chemical affinity to the tool material, causing welding of work material to the cutting edge.4 When this material breaks free, takes a small portion of the cutting edge with it, thereby reducing tool life. In addition a work hardened layer can form on the part surface due to these higher temperatures.4 Depth of cut notching due to this hardened layer causes increased tool wear leading to catastrophic tool failure. Also, the long stringy chips typical of these alloys if not properly cleared can lodge between the work and tool, causing the tool to suddenly break.5 Interrupted cuts with their accompanying repeated entry and exit of the tool causes force and temperature shocking which further reduces tool life, especially in the case of ceramic tools. Unpredictable tool life is a result of one or more of these failure modes. When a tool fails on, or close to, the last pass, the part is sent for review to determine if final part performance has been compromised. This interruption in the work flow can carry significant costs. In addition, to avoid leaving marks on the final surface operators are often required to not index the insert while taking the final pass.5 For all these reasons aerospace engine manufacturers use conservative values for tool life and employ lower cutting speeds on these high-value parts, thus further reducing productivity.
Surface integrity is another reason lower cutting speeds are used. Leaving a tool in the cut too long or cutting at too high a rate can cause the cutting temperature to rise significantly, resulting in white layer formation. Chemical reaction of the work surface with the environment, grain refinement due to severe plastic deformation of the surface and phase-transformation resulting from rapid heating and cooling of the work surface, are all causes of white layer formation. The service or fatigue life of a part is significantly reduced if white layer is present.
In comparison to single-point machining or turning, the grinding wheel does not impart a point-load on the work piece and instead the load is distributed amongst many cutting edges formed by the abrasive grits that make up the grinding wheel. To increase the rate at which a grinding process can remove material the components that make up the wheel need to be considered individually, and how they are combined to create the final cutting structure or grinding wheel. A wheel can be thought of as an engineered composite structure that holds many cutting edges or grains, each cutting edge or grain has air spaces surrounding it and bonding material to hold it in place and connect it to the rest of the wheel. The more air surrounding each cutting edge/ abrasive grain the larger the individual chips can be and the more coolant can be drawn into the cutting zone to dissipate heat. The harder and more durable the grain the better it can withstand the high forces generated during high stock removal while still remaining sharp.
To make TG2 grain, a sol-gel paste with a consistency much like toothpaste is extruded into small filaments with their length being about eight times their diameter. Once fired, they become microcrystalline grits that are much harder, tougher and less friable than standard aluminum oxide. It therefore requires a higher force to fracture and when it does, unlike standard aluminum oxide it micro-fractures rather than losing large portions of the grit. Due to this micro-fracturing characteristic the grains remain sharp and are held in the wheel longer.
A variety of factors in the past, have prevented grinding processes from reaching high stock removal rates, weak grains that dull and fracture prematurely, weak bonds that take up a large portion of the wheel volume and release the grains prematurely and most importantly insufficient space in the wheel face to accommodate the large volume of material necessary to reach high removal rates. In wheels with insufficient space, chips get crowded in the wheel pores and end up rubbing on the part surface thereby increasing heat in the grind zone and they also increase the force on the grains. This can cause either burn damage, premature release of the grain or both. Norton's newly developed Vitrium³ bond when coupled with TG2 grain is a significant step in overcoming limitations in wheel construction for high stock removal applications. Due to its high strength, Vitrium³ bond is able to hold onto the TG2 grain when subjected to very high forces and at the same time it takes less space in the wheel. It is the low bond content in combination with the superior natural porosity of the TG2 grain that makes these wheels capable of carrying more coolant into the grind zone and accommodates the large chips that enable high removal rates. The open structure of the TG2 wheel can be compared to a 38A wheel shown in figures 1 and 2 below.

Figure 1: TG2 Wheel High Natural Porosity.
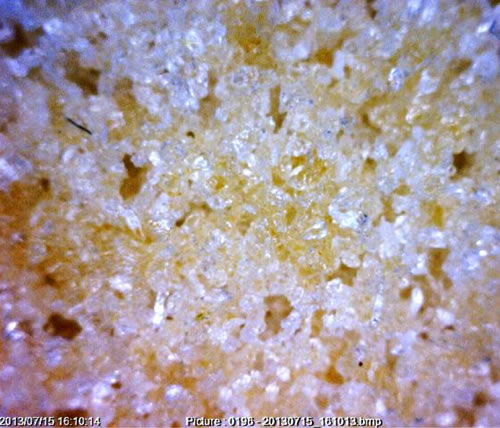
Figure 2: 38A Wheel Porosity.
In the tests conducted at the Higgins Grinding Technology Center as the removal rate was increased power increased as well but the power required to remove a cubic inch of material decreased. See graphs 1 and 2.
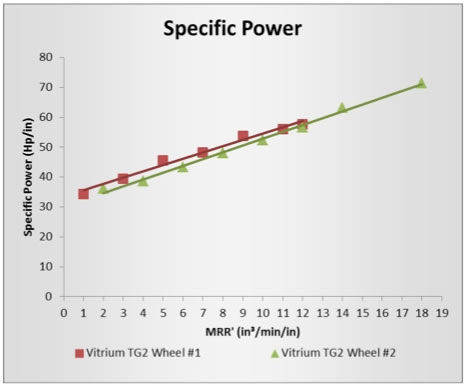
Graph 1: As the removal rate increased, power gradually climbed.
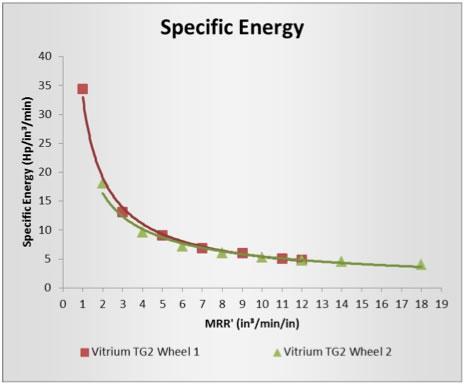
Graph 2: As removal rate increased, the energy to remove material dropped significantly.
Compared with the removal rate of a typical half inch carbide end mill the rate achieved with the Vitrium³ wheel was about four times as high as seen in the chart below.
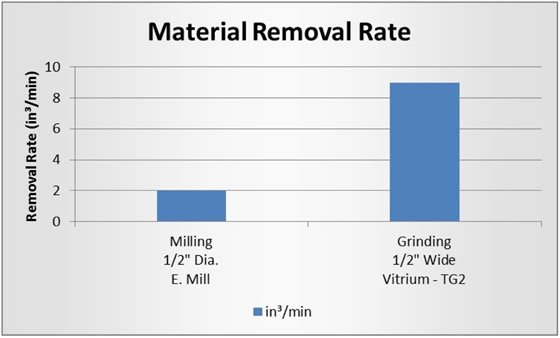
Graph 3: Removal rates for Grinding with Vitrium³ and ½" carbide end mill
An added benefit of using Vitrium³ wheels is that only a very light burr is produced when compared to standard cutting tools.

Figure 3: All slots were ground with a Vitrium³® bonded wheel
except the slot on the right with the heavy burr.
Because the wheel wears during grinding and typically that wear rate increases with increased removal rate it is important to understand how these high removal rates influence wheel life and consequently the cost of a process. The ratio of the volume of material removed to the volume of wheel loss, whether by wear or due to dressing to reestablish form is used to determine wheel life. In the case of the Vitrium³ wheels even at these very high removal rates, wheel life was remarkably stable. Graph 4 below shows how many cubic inches of material can be removed with a single 16 inch wheel. Again if we make the comparison to a half inch diameter carbide end mill and assume it lasts 20 minutes before it needs sharpening it will remove about 40 cubic inches of material whereas a 16 inch wheel will remove 350 to 400 cubic inches before it needs to be replaced.
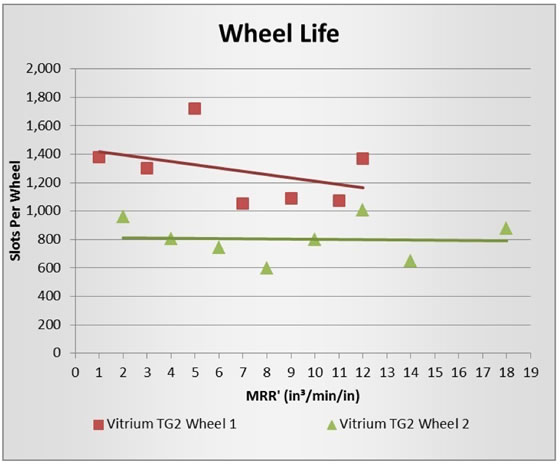
Graph 4: Wheel life accounts for wheel wear during grind plus,
the dress amount required to restore form.
Many of the components made from these materials are subjected to very high stresses and temperatures during flight and are therefore considered flight critical. To verify that the material integrity was not compromised Norton had the parts analyzed by an independent laboratory used by local engine builders. They found no evidence of thermal damage or white layer and distortion and strain depth did not exceed 0.001" easily removed during final grind. Once most of the material is removed with the Vitrium³ TG2 wheels standard Norton products can be used to finish the parts to meet the strict surface integrity requirements needed for flight critical parts.
By understanding the interactions occurring in the grind zone, adjusting the wheel design based on the objectives of the process and combining the latest Vitrium³ bond technology with the proven performance of TG2 grain, Norton engineers can now provide grinding processes that exceed the stock removal capabilities of traditional milling, turning or broaching processes at approximately the same specific energy levels. For aerospace engine manufacturers that do a lot of machining of high nickel components, having a reliable and highly productive grinding process which is not susceptible to catastrophic tool failure brings a new level of productivity and profitability.
Prepared by David Graham, Corporate Applications Engineer, Norton | Saint-Gobain Abrasives, Phone 508.351.7269; and Philip Varghese, Corporate Applications Engineer, Norton | Saint-Gobain Abrasives, Phone 508.351.7955. Use of this information by permission with credit attributed per above.
1. Turning Nickel based Alloys – Obtaining long tool life at high metal removal rates. Canadian Industrial Machinery August 16 2011 http://www.cimindustry.com/article/tooling/turning-nickelbased-alloys
2. Machining nickel alloys — Nickel Development Institute Reference Book, Series No 11008
3. A. Richter (2010) Turning Nasty. Cutting Tool Engineering May 2010/volume 62 /Issue 5 http://www.ctemag.com/aa_pages/2010/100504_turningtools.html
4. Khidir B.A., Mohamed B., Machining of Nickel Based Alloys using Different Cemented Carbide Tools, Journal of Engineering Science and Technology, Vol. 5, Iss. 3, 2010
5. J. Benes (2009) RX for High-Nickel Anxiety. American Machinist May 13, 2009 http://americanmachinist.com/machining-cutting/rx-high-nickel-anxiety
6. T. Özel, D. Ulutan (2012) Prediction of machining induced residual stresses in turning of titanium and nickel based alloys with experiments and finite element simulations. CIRP Annals – Manufacturing Technology 61 (2012) 547-550
7. M. Hitchiner, J. Besse, P. Varghese Grinding innovation in a growing defense market
8. Bushyla V., Zhou, J.M., Lenrik, F., Avdovic, P., Stahl, J., Characterization of White Layer Generated when Turning Aged Inconel 718, Procedia Engineering 19 (2011) 60 – 66
About Norton Abrasives and Saint-Gobain
In 2015, Saint-Gobain is celebrating its 350th anniversary, 350 reasons to believe in the future. Backed by its experience and its capacity to continuously innovate, Saint-Gobain, the world leader in the habitat and construction market, designs, manufactures and distributes high-performance and building materials providing innovative solutions to the challenges of growth, energy efficiency and environmental protection. With 2014 sales of $54 billion, Saint-Gobain operates in 64 countries and has more than 180,000 employees.
For the fourth year in a row, the Company has been ranked by Thomson Reuters as one of the Top 100 Global Innovators.
In the United States and Canada, Saint-Gobain has more than 250 locations and approximately 15,000 employees, with sales of approximately $6.2 billion in 2014.
Saint-Gobain is the world leader in abrasives and the only international manufacturer to offer a full complement of abrasives products to customers worldwide. Saint-Gobain's Abrasives business employs nearly 11,000 people at 64 manufacturing facilities in 27 countries. In the United States and Canada, Saint-Gobain's Abrasives business has more than 2,200 employees at 10 manufacturing sites.
For more than 30 years, Saint-Gobain Abrasives has supported the United States Luge Association by providing engineering expertise to improve the performance and speed of luge athletes and by donating its Norton® brand of abrasive products. Since 2009, Saint-Gobain has been the primary sponsor of the USA Luge team.
For more information about Saint-Gobain, visit www.saint-gobain.com and the twitter account @saintgobain or download the "Saint-Gobain Shareholder" application for tablet and smartphone.



