Grinding: A pictorial odyssey, part II
A further examination of the grinding process through the lens of an electron microscope.
A further examination of the grinding process through the lens of an electron microscope.
In February, Cutting Tool Engineering published the article “Grinding: A Pictorial Odyssey,” a collection of electron-microscope photos and corresponding captions related to grinding, including wheels, chips, dressing tools and workpiece surfaces. The response was positive, with readers writing: “I now have a visualization of something I’ve been working with for 40 years,” “Chips! Just like in turning!” and “Those were cool.”
For me the response wasn’t surprising. When I present my 3-day “High Intensity Grinding Course,” it’s the photos that produce the “aha moment” in attendees. Therefore, I dug up more grinding-related photos and present them here. This time I’ve gone a little deeper, giving longer descriptions of grinding issues, such as residual tensile stresses, the impact of grit size on surface finish and the effect of grinding scratches on tool performance and coating adhesion.
Courtesy of Jeffrey Badger
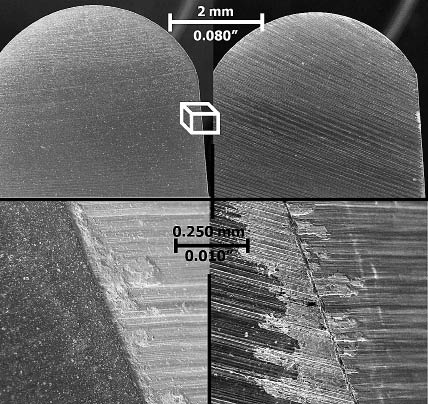
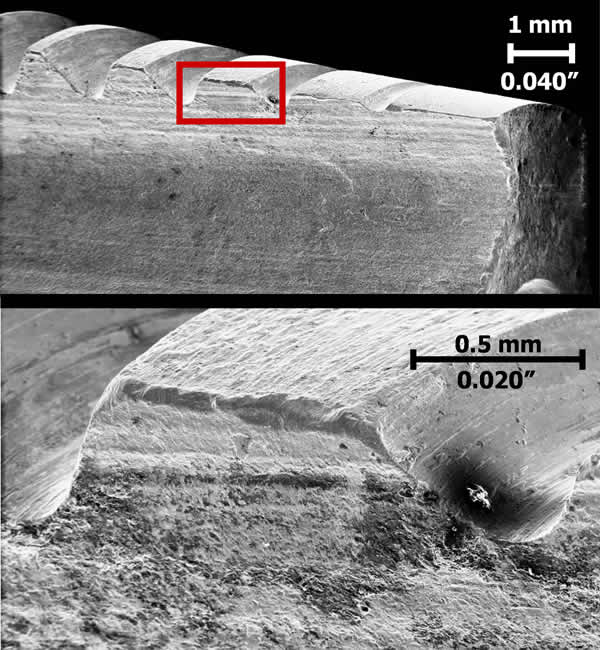
Figure 1: These broaches were produced by the same company on the same machine and, presumably, with the same grinding conditions. However, broach No. 1 (top left) has a finer surface finish than broach No. 2 (top right). During cutting, broach No. 1 was able to make double the number of cuts before failure. Looking at the cutting edge (bottom right) shows how the rough surface caused flaking of the coating in broach No. 2.
Courtesy of Andrew Torrance
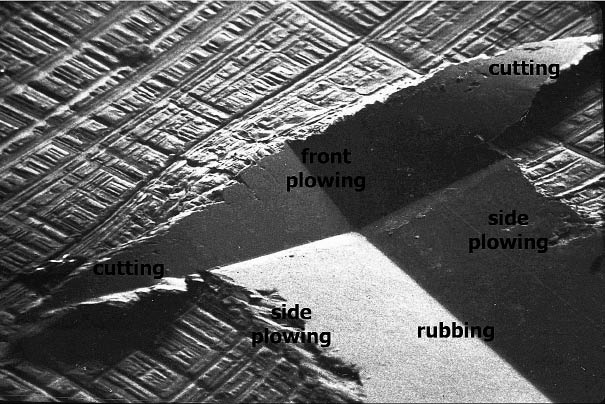
Figure 2: A soft material after a hard grit has been pushed through it. The image shows the three types of contact in grinding: rubbing, plowing and cutting. Rubbing occurs when the grit simply rubs against the workpiece, generating heat but not displacing or removing material. Plowing takes place when the grit pushes material to the sides and in front of the grit. Heat is generated but material is not removed. Front plowing generates a burr, and side plowing causes scratches. Cutting, or chip formation, occurs when chips are formed to the sides of the grit. Heat is generated and material is removed. Dull grits rub and plow more, whereas sharp grits cut more. More aggressive grinding conditions produce more cutting and less rubbing.
Courtesy of Jeffrey Badger
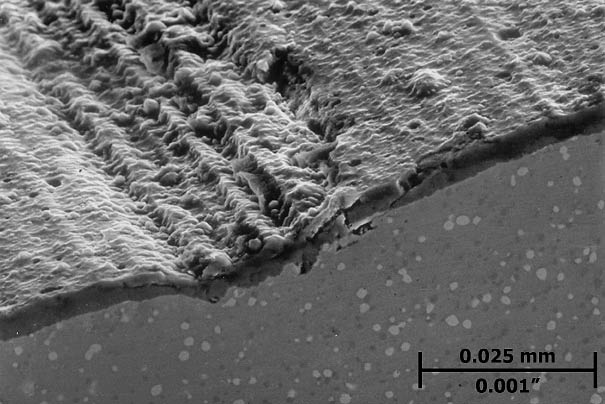
Figure 3: A coated HSS tool after sectioning. As coatings become more sophisticated, the requirements for the substrate’s surface finish below the coating are becoming more stringent. A state-of-the-art coating on a rough surface will quickly flake away. Therefore, companies looking to improve tool performance are investing in more sophisticated finishing techniques to decrease Ra values. The coating on the tool shown was deposited on a poor surface finish. Even if the coated surface was “cleaned up” with a post-coating finishing operation, stress concentrations would be present below the surface, increasing the risk of flaking.
Courtesy of Jeffrey Badger
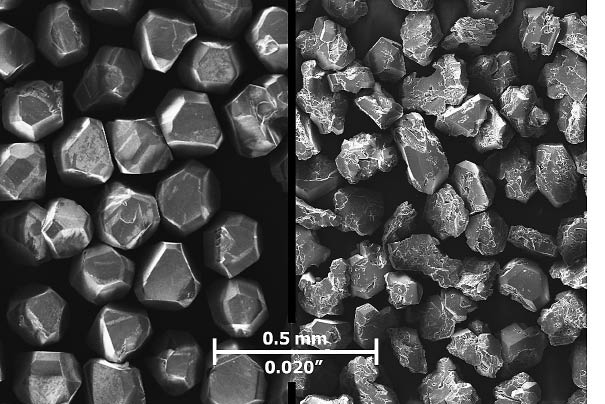
Figure 4: The diamond grits on the left are “blocky.” The diamond grits on the right are “angular.” Blocky grits tend to wear less, impart a finer surface finish and generate more heat. Angular grits attack the workpiece at a more aggressive angle. They tend to fracture more easily, causing more wheel wear but facilitate a more self-sharpening wheel. Angular grits also produce a rougher surface finish and generate less heat. Unfortunately, most superabrasive wheel manufacturers don’t indicate what type of grit is in the wheel.
Courtesy of Jeffrey Badger
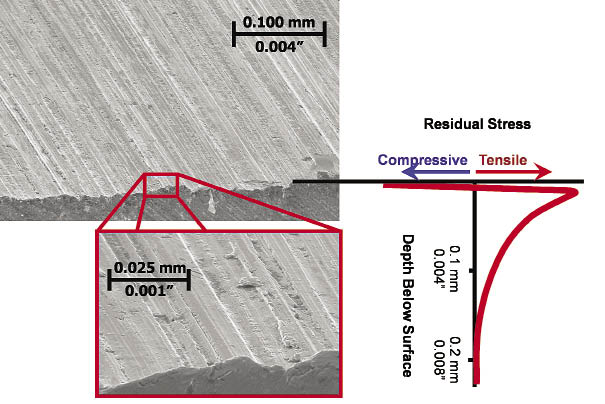
Figure 5: Residual stresses are formed during grinding of ductile materials. At the surface are residual compressive stresses. These are usually only a few microns deep and are caused by the plastic deformation of the material—i.e., plowing the workpiece material with the abrasive grits. Compressive stresses are usually beneficial to part performance. Below that are residual tensile stresses. These are caused by restricted thermal expansion at high temperatures, and the higher the temperature, the higher the tensile stress. Tensile stresses are detrimental to part performance, particularly in parts subject to fatigue loading. In extreme cases, they cause immediate cracking.
Courtesy of Jeffrey Badger
Figure 6: A worn tap (top) and a single tooth from that tap (bottom). The surface finish from thread grinding was poor, but the surface finish from flute grinding was good. There’s some abrasive wear at the corner, but no fracture wear, a consequence of the good surface when flute grinding. As a result, this tap enjoyed a long life.
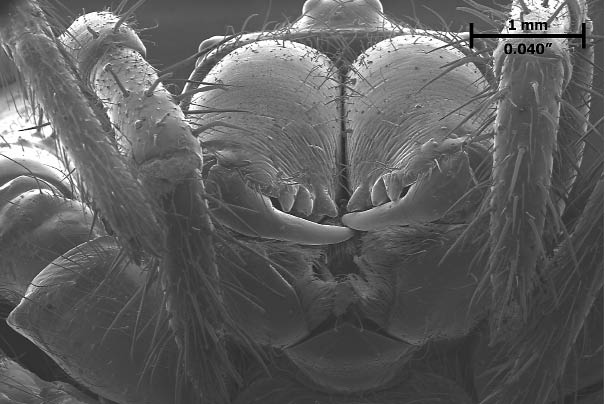
Courtesy of Niagara Cutter
Figure 7: Mouth of a spider from Reynoldsville, Pa. The spider’s smaller teeth are about the size of a 60-mesh grit.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion