Learn the ins and outs of centerless grinding
Learn the ins and outs of grinding wheel. This method allo…" title="Grinding operation in which the workpiece rests on a knife-edge support, rotates through contact with a regulating or feed wheel and is ground by a grinding wheel. This method allo…" aria-label="Glossary: centerless grinding">centerless grinding
Any machinist probably has heard of centerless grinding, but it is an obscure process often only familiar in name.
Anyone who earns a living at a machine shop probably has heard about grinding wheel. This method allo…" title="Grinding operation in which the workpiece rests on a knife-edge support, rotates through contact with a regulating or feed wheel and is ground by a grinding wheel. This method allo…" aria-label="Glossary: centerless grinding">centerless grinding, but it is an obscure process often only familiar in name.
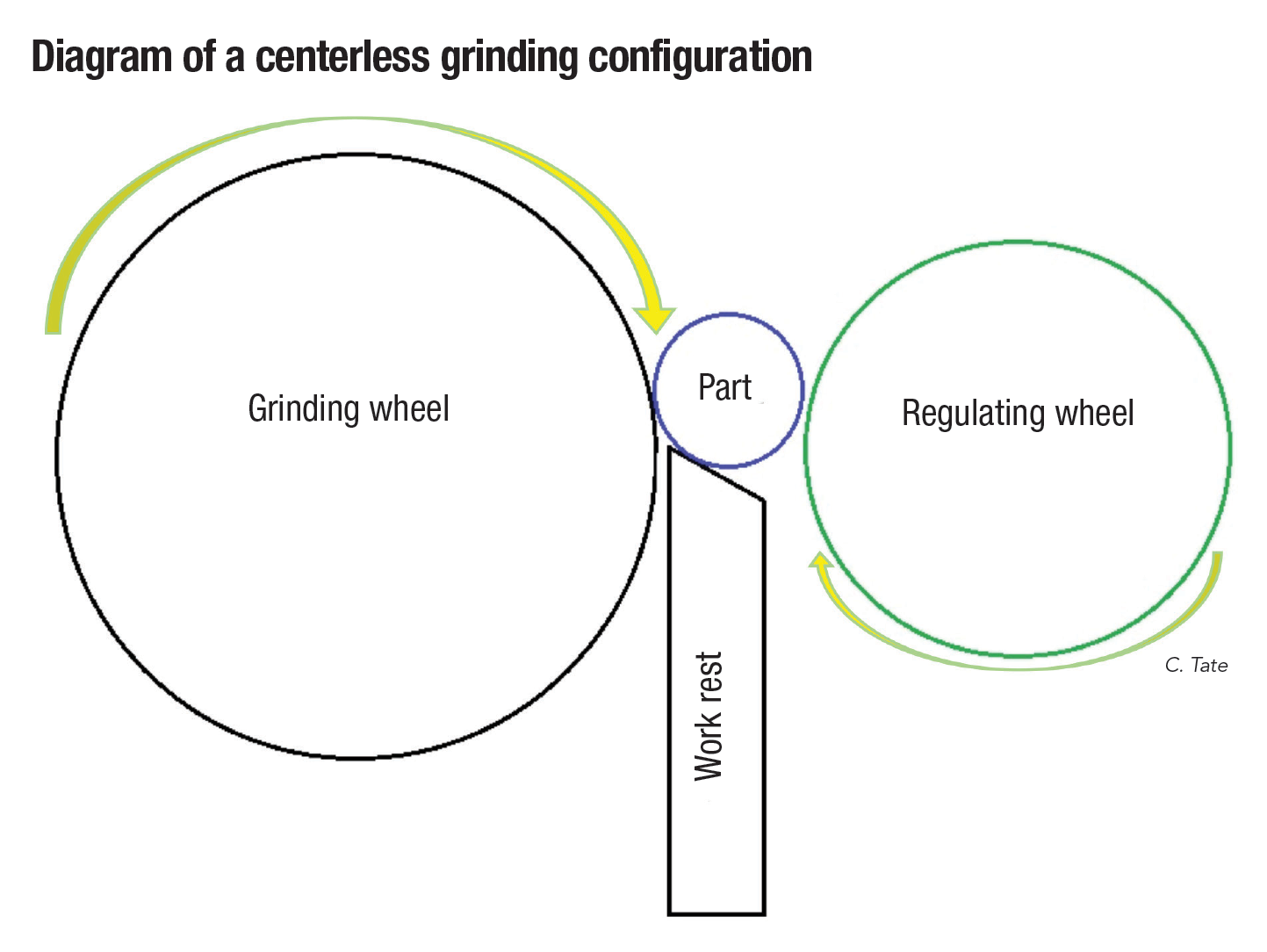
The three basic types of centerless grinding are through-feed, in-feed and end-feed. In each case, the fundamental configuration of a machine is identical. The three primary components of a centerless grinder are the grinding wheel, regulating wheel and work rest, or blade.
Components of Centerless Grinding
Grinding wheels do the work as they would on other grinders. Abrasive materials are the same as with other grinding wheels, but the size and shape of centerless wheels differ from other kinds of grinding wheels. Centerless wheels most frequently are bonded with resin materials, unlike other sorts of wheels, which are vitrified. Resin bonding enhances the efficiency of centerless grinding and produces a more resilient wheel.
Like a grinding wheel, a regulating wheel is made of an abrasive material but usually is bonded with rubber or some other similar substance. As the name implies, a regulating wheel regulates the speed of a part as it is rotated against a grinding wheel. A regulating wheel may be more critical to the process than a grinding wheel because a regulating wheel controls the material removal rate, surface finish and geometry.
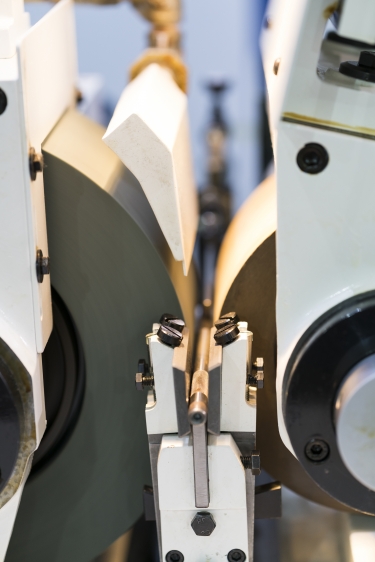
This high-precision CNC centerless grinding machine is set up to work an automotive part.
Like a regulating wheel, a work rest might be more important than a grinding wheel. A work rest supports a part during grinding. It is easy to see in the diagram on Page 56 how the whole process would be impossible without a work rest. It most often is made of a hard material that resists the tendency of a part to pick up material from a rest. A rest commonly is capped with a carbide strip. The geometry of a rest is crucial as uneven surfaces can allow a part to flex, resulting in chatter, poor surface finish and incorrect geometry. A work rest generally has an angled working surface, which plays a vital role in the efficiency of the process. As the angle becomes steeper, the rounding action of the process is enhanced.
These three components can be configured in several ways to allow a part to sit on the centerline of the wheels, above center or below center. Most setups place a part above center of the wheels. The angle of the work rest surface height above center and the tangency of the regulating wheel and grinding wheel to a workpiece create a unique geometric arrangement that allows the centerless process to efficiently generate round parts.
Types of Centerless Grinding
Through-feed grinding is the most popular form of centerless grinding. Through-feed grinding is performed by traversing a part from one side of the machine to the other, between the grinding wheel and regulating wheel, without stopping. Axial feed is created by dressing a regulating wheel and tipping it at an angle relative to the blade and grinding wheel, normally about 3°. This combination of factors pulls a workpiece across the work rest and between the grinding wheel and regulating wheel. Through-feed grinding is very productive. At a previous employer where we made power steering gears, we would grind 0.305 mm (0.012") from a 31.75 mm-dia. (1.25") steel bar that was 914 mm (36") long. The full process took 33 seconds, and we held the diameter to a 0.0127 mm (0.0005") tolerance and produced roundness within 0.0051 mm (0.0002").
In-feed centerless grinding, also known as plunge grinding, is conducted by placing a part on the work rest and radially feeding the part into the grinding wheel with the regulating wheel. In-feed grinding is used when a part has one portion that is larger than another. Crush form dressing imparts the desired shape into the grinding wheel. This method is used to create complex forms or generate multiple diameters at one time. In-feed grinding is efficient at generating small parts with close tolerances.
End-feed grinding is accomplished by feeding a part into a machine, much like through-feed grinding. With end-feed grinding, a part runs axially like with through-feed, but an end stop prevents the part from traversing all the way through the machine. End-feed grinding is used ordinarily to produce tapered parts.
Advantages
Centerless grinding can replace turning when parts have high length-to-diameter ratios, fine finish requirements and close tolerances. The process works well when finishing thin-walled components that are difficult to clamp. Centerless grinding can be used to rough bar stock before other machining operations so material arrives clean, round and straight. Bars for Swiss machines often are ground before use.
There are many benefits with centerless grinding, but most shops do not have enough work to support the purchase of a centerless grinder, nor do they have people with the skills needed to efficiently set it up. (A fair amount of magic goes into getting good parts from a centerless grinder.) Fortunately, many job shops specialize in centerless grinding. Recognizing centerless applications and finding a good job shop to grind parts can reduce aggravation with tough jobs, lower costs, improve margins and make a company more competitive in the market.



