Surface grinding large plates
Surface grinding large plates
The Grinding Doc lists to-do items for improving 'ugly' grinding process.
Dear Doc: We surface-grind large (0.6 m × 1.2 m, or 2'×4') tungsten-carbide plates, removing around 1 mm (0.04") per side with a 180-mesh, resin-bonded diamond wheel. We don't true the wheel but just let it self-dress. It's an ugly process. The machine moans, cycle times are long, and surface finishes are bad. What can we do?
The Doc replies: Here's a list of things to do, in order of importance.
1. True your wheel. Lobes eventually wear into it, which causes wheel regenerative chatter. Also, your wheel wears unevenly, causing chunky-wear chatter, also known as snakeskin chatter. Truing corrects both issues. So how do you true? Mount a brake-controlled device — these are available for $400 on eBay — or a motor-driven truing spindle on your machine, and true your diamond wheel with a silicon-carbide or aluminum-oxide wheel. Even every few days will work. Brake-controlled devices are slower and more cumbersome, and motor-driven spindles are quicker and easier to automate. Then, stick your wheel with an Al2O3 white stick to open it up.
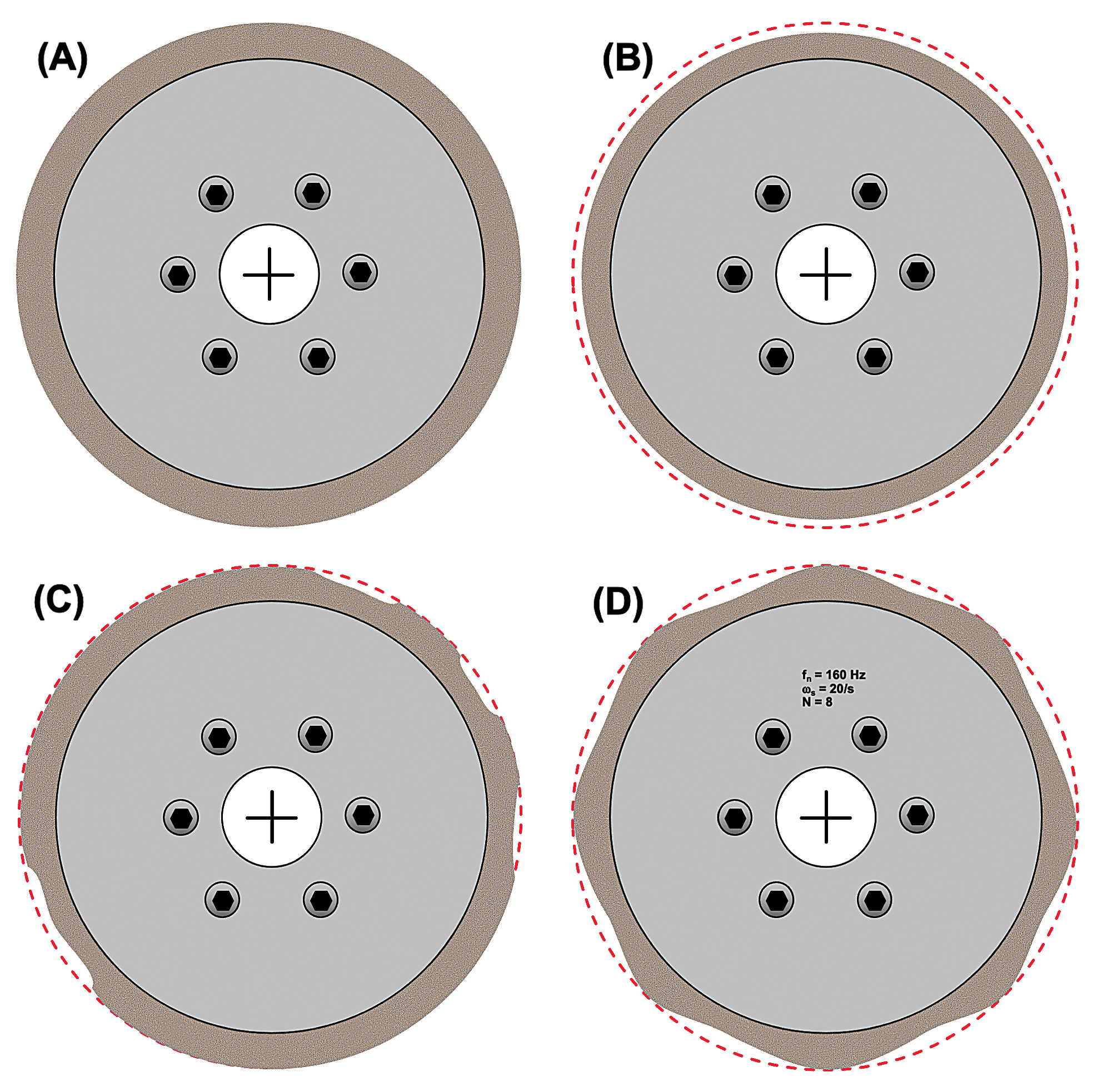
Grinding wheels wear. It would be nice if they wore evenly (B), but they don't. They wear unevenly (C), causing snakeskin chatter marks. And they wear in lobes (D), causing wheel regenerative chatter. Truing fixes both problems. Image courtesy of J. Badger
2. During rough grinding, cross-feed with almost the entire wheel width. (So for a 25.4 mm (1") wide wheel, cross-feed about 22.9 mm (0.9").) This will reduce cycle times drastically and, if done properly, reduce your risk of chatter. If you do start to get chatter or max out your spindle power, don't decrease your cross-feed. Instead, decrease your table speed.
3. Periodically stick your wheel with a 220H white stick to reduce loading.
4. Don't use gradual down-feed; use incremental down-feed. (The reason is explained in the June 2011 column of Ask the Grinding Doc, which is available at www.ctemag.com.)
5. Don't use gradual cross-feed; use incremental cross-feed. (This is explained in the August 2019 column of Ask the Grinding Doc, which is at www.ctemag.com.)
6. If possible, take the last few truing passes at the same wheel rpm that you grind at. Doing this will correct any imbalance-induced eccentricity — and even balanced wheels have some imbalance.
I've had people attend my course, return to their shops, implement just a few of these concepts and report back cycle time reductions of 75%.



