Dear Doc: I cylindrical-plunge grind a threadlike shape into tungsten carbide. I’m getting grinding burn on the leading face but not the trailing face. Why is this burn only on one face? And how can I get rid of the burn?
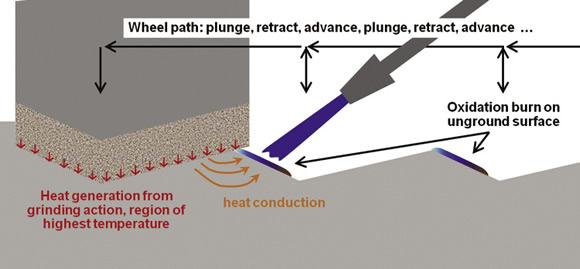
The Doc Replies: This is oxidation burn—brown, yellow and blue marks caused by oxidation of the workpiece at high temperatures. However, you’re not getting the burn from the grinding action on that face. You’re getting it from heat conduction through the thread onto the previously ground surface.
To get rid of oxidation burn, aim a separate nozzle at the oxidizing surface. This will cool the oxidizing region and starve it of oxygen.
Oxidation burn begins at low temperatures, much lower than the temperatures in the grinding zone. The temperatures on that burned surface were significantly lower than the temperatures on the ground surface during grinding. The wheel was able to grind away any oxidation burn on the ground surface. But on the unground surface, there’s no grinding action to remove that thin layer of oxidation burn—so it remains.
To get rid of oxidation burn, add an additional nozzle and aim it at the oxidizing surface. This will cool the oxidizing region and starve it of oxygen.
With this nozzle, the concern is not with applying high-pressure coolant but with aiming the coolant. Two off-the-shelf nozzles you can aim well are from Dr. Cool and SwivelJet. Visit their Web sites at www.cool-grind.com and www.swiveljet.com.
Dear Doc: My wheel supplier includes a 220-mesh dressing stick with each diamond wheel. I’m using a 400-mesh wheel. Is this correct?
The Doc Replies:The grits in the stick should be 20 to 50 percent smaller than the grits in the diamond wheel. Some wheel suppliers have a one-size-fits-all mentality for their sticks. Buy a 120-mesh diamond wheel and what do you get? A 220-mesh stick. That’s OK. (Remember, the larger the mesh number, the finer the grit.) Buy a 180-mesh diamond wheel, and you also get a 220-mesh stick, which is good. But buy a 250-mesh, 400-mesh or 600-mesh diamond wheel and you still get a 220-mesh stick. Why they do this, I don’t know. But it’s wrong. You should ask for a higher-mesh stick or special order one. For a 400-mesh wheel, you want a 600-mesh stick. CTE
About the Author: Dr. Jeffrey Badger is an independent grinding consultant. His Web site is www.TheGrindingDoc.com. He’ll be giving his High Intensity Grinding Course July 23-25, hosted by Blaser Swisslube, Goshen, N.Y., and his Carbide Master-Grinder Clinic Dec. 10-12, hosted by Rollomatic, Mundelein, Ill.Related Glossary Terms
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- tungsten carbide ( WC)
tungsten carbide ( WC)
Intermetallic compound consisting of equal parts, by atomic weight, of tungsten and carbon. Sometimes tungsten carbide is used in reference to the cemented tungsten carbide material with cobalt added and/or with titanium carbide or tantalum carbide added. Thus, the tungsten carbide may be used to refer to pure tungsten carbide as well as co-bonded tungsten carbide, which may or may not contain added titanium carbide and/or tantalum carbide.
- web
web
On a rotating tool, the portion of the tool body that joins the lands. Web is thicker at the shank end, relative to the point end, providing maximum torsional strength.
Author

Jeffrey A. Badger, Ph.D., is an independent grinding expert. He will be giving his 3-day High Intensity Grinding Course from Sept. 26-28 in Columbia, S.C., hosted by S.L. Munson. Visit www.thegrindingdoc.com for details. He can be reached by phone at 512-934-1857 or via email at [email protected].






