Taiwanese manufacturers get smart
Taiwanese manufacturers get smart
To gain more knowledge about Industry 4.0 developments, I participated in the Taiwan Smart Machinery Media Tour Aug. 20-24. The Taiwan External Trade Development Council hosted the event. The council reports that Taiwan has the highest density of precision machinery cluster in the world, exports almost 80 percent of its products and is the fifth largest export country for machine tools.

To gain more knowledge about Industry 4.0 developments, I participated in the Taiwan Smart Machinery Media Tour Aug. 20-24. The Taiwan External Trade Development Council hosted the event. The council reports that Taiwan has the highest density of precision machinery cluster in the world, exports almost 80 percent of its products and is the fifth largest export country for machine tools.

The Lin Family Mansion and Garden in New Taipei City covers an area of more than 20,000 sq. m. All images: A. Richter unless otherwise indicated
I arrived in Taiwan the previous morning before the tour began, so I wasn't feeling too much jetlag when our group arrived at the first stop, TBI Motion Technology Co. Ltd., New Taipei City. TBI produces linear motion systems, including ballscrews, ball splines, linear guides and single-axis actuators. Machine tool applications account for 5 percent of the company's sales, while the largest market is automation equipment (42 percent), followed by industrial machinery (28 percent), medical systems (10 percent) and semiconductors (8 percent). Established in 1986, TBI conducted its initial public offering this year. CEO Listen Lee said the company wants to expand its product offering and global reach and determined that TBI needed an influx of capital from an IPO to achieve those aims.

TBI Motion Technology performs a variety of machining operations, including threading, milling, drilling and horizontal, block and groove grinding at its plant in New Taipei City. Courtesy of TBI Motion Technology
Collaborative robots, or robots that can safely operate in close proximity to humans, are making inroads into a host of industries. Techman Robot Inc., Taoyuan City, manufactures cobots with a built-in vision system, which enables template matching, item positioning, image enhancement, bar code identification and color categorization. The company uses three S-words to promote its robots: smart, simple, as in easy to deploy, and safe. One common application is machining loading and unloading, but at Techman's demonstration center I found that a cobot can make a tasty cup of coffee.
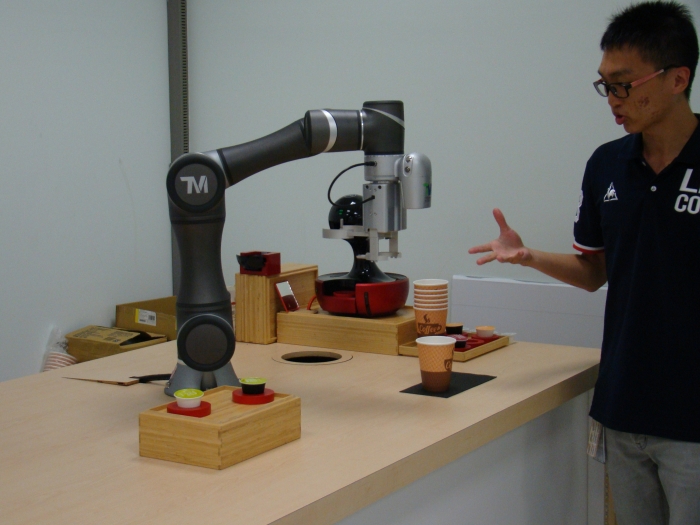
A demonstration of the coffee-making capabilities of a Techman Robot collaborative robot, which has a built-in vision system.
The tour's second day began with a visit to control manufacturer Syntec Technology Co. Ltd., Hsinchu City. To achieve an interconnected shop floor, Sean Hsieh, CPS platform product manager, stated that a SCADA (supervisory control and data acquisition) system is definitely needed. "However, if there's a factory equipped with Syntec controllers, the effort can be less since a Syntec controller can be regarded as a computer and all the data can be collected via an Ethernet port. For those devices and equipment with no data collection protocols, we will need a middle gateway to transform the required data."
Hsieh pointed out that Leantec Automation Co. Ltd., Syntec's sister company at the same location, provides robotic flexible manufacturing cells. Although Syntec targets machine tool builders as its customers, Leantec's targeted customers are part manufacturers such as job shops. Regarding the companies' strategy for penetrating the U.S. market, Hsieh noted, "Machine makers sometimes export machines to the U.S. but they have no service in the U.S. Syntec plays a good role in this part, taking care of the after service of the machine if there's a question. And Leantec can be the next step to help those machine users in the U.S. upgrade their production line, because no one else in the U.S. knows Syntec systems other than Syntec and Leantec."

Students learn robot system integration and other skills during a 2-month summer program at Lean Automation.
The next company on the tour was Quaser Machine Tools Inc., Taichung City. The company has 214 employees, 40 of whom are involved in R&D. Rock Liao, president of Quaser, characterized most Taiwanese machine builders as small to medium-size companies that strongly rely on the supply chain in the Taichung area and focus on developing standard and stand-alone machines. The internet of things and big data can significantly improve a manufacturer's scheduling, schedule monitoring and control capability, but job shops have a long road ahead of them to achieving those results, he noted. "Most job shops do not have the knowledge and the skilled IT person. ERP or MES is not really necessary for them; simple and easy-to-use software plus a machine interconnect function and an affordable price will be the key to convince a job shop owner to trigger the action."

A worker at Quaser Machine Tools manually scraps a machine component to enable a precise fit.
The media tour included two more machine tool builders on the third day: Feeler, and Far East Machinery Co. Ltd., or FEMCO. Feeler is one of 37 brands and its plant in Taichung City is one of 50 in Fair Friend Group's machine tool division. For Feeler, the steps to achieving Industry 4.0 go from the smart machine to smart manufacturing to the smart factory and services, where the internet of machine tools integrates previously stand-alone machines. The result is a shorter time to market, enhanced production flexibility and an improvement in overall performance.
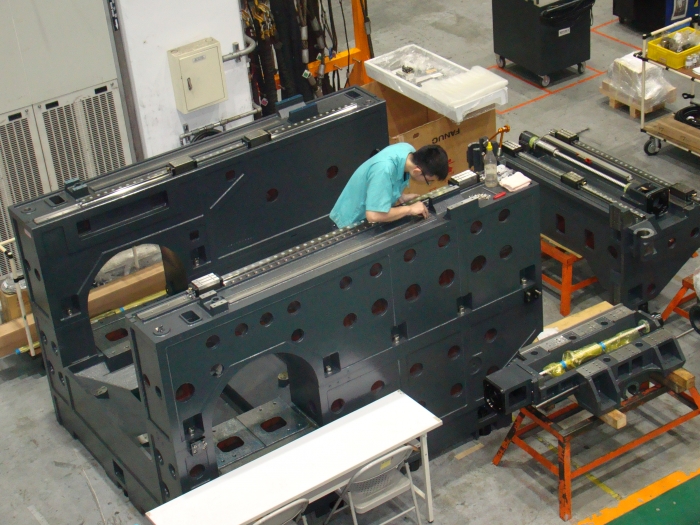
A worker assembles a Feeler machine tool.
Because the consensus is that the younger generation in Taiwan is more interested in a career in the semiconductor industry than machining parts, part manufacturers are experiencing a shortage of skilled workers, which sounds familiar. To help overcome this situation, Andy Hung, Feeler sales manager, recommends installing a gateway to gather all the information in each machine at a factory and using sensors to provide real-time monitoring of machines. These actions will reduce labor requirements while increasing productivity and enhancing machining reliability.
After traveling through a deluge, the tour arrived at FEMCO's facility in Chiayi. FATEK, an affiliated company with FEMCO Group, builds a variety of machining centers, including horizontal and vertical lathes, horizontal boring and milling machines, and horizontal and vertical wheel turning lathes. One of the main attractions at the facility was a robotic wheel production cell that was being tested for a customer. In connection with Industry 4.0, FEMCO reports it has developed an Automatic Virtual Metrology (AVM) system for its smart wheel production line to work with CNC machines to enhance precision, accuracy and efficiency and gradually reduce costs, human error and production time. Real-time measurements are collected during the cutting operation. Results can be uploaded to the cloud and stored in a "big data" server for future reference or instantly sent to the designated operator or client for improved production process monitoring.

A FANUC robot tends a FEMCO cell for producing wheels.
Back in Taichung City, the tour visited Gifu Enterprise Co. Ltd. and Cosen Mechatronics Co. Ltd. on the fourth day. Gifu manufactures automatic toolchangers, milling heads and rams, and sells to more than 300 machine tool builders. To enhance product performance, the company reports that it commits 4 to 6 percent of revenue to R&D. And to enhance the work environment of its more than 200 employees, Gifu offers after-work club activities, including saxophone, yoga, tea making and basketball.

Production continues on automatic toolchangers at Gifu.
Cosen makes more than 140 models of sawing machines and produces about 1,900 machines a year, said Managing Director Shawn Huang. According to Huang, a bandsaw is the most effective machine for cutting workpiece materials at least 30mm thick and ones starting at 150mm in diameter. The company offers the CPC (Cosen Predictive Computing) SawLogix app to monitor sawing status and machine health, and track and predict blade life. Huang noted that when a blade fails before a cut is completed, the raw material needs to be cut two additional times: one so the workpiece has a clean cut at one end and another to create the workpiece.

Saw machine builder Cosen was founded in 1976. "Co" means "pinnacle" in Mardarin, and "Sen" is derived from the word "sacred" and symbolizes the Olympic flame. Courtesy of Cosen Mechatronics
On the tour's final day, a tropical depression prompted a "typhoon holiday" in Taichung City, so our group was unable to visit the Taiwan Machine Tool Accessory Builders' Association, but we were able to visit New Taipei City-based Nexcom International Co. Ltd. in the afternoon. According to Nexcom, the fourth industrial revolution is in the early-adopting phase (2016-2019) after having passed through the conceptual phase, which started around 2010. In the current phase, the early adaptors grab the leading position. "Industry 4.0 is not a vision. It's already here," said Joe H. Lin, general manager of Nexcom.

Assistant Vice President Jenny Shern describes Nexcom's Industry 4.0 War Room exhibit.
The developer of internet of things automation solutions predicts the next phases will be the commissioning (2020-2025), when robots relieve the labor shortage as labor-intensive industry is forced to transform, the expanding (2026-2035), when Industry 4.0 becomes the standard, and the mature (2036-2050), when cloud service is everywhere and devices are intelligent.



