Abrasive waterjet users can benefit by learning about the technology’s expanding applicability.
Abrasive waterjetting can help job shops and other part manufacturers expand their production capabilities. Maximizing this investment requires taking the time to learn about and evaluate how some of the technological breakthroughs have expanded the applicability of waterjet machining.
The process provides unmatched versatility, ease of use and fast setup times, according to its advocates. “The reason people want to use it is it gives them real flexibility,” said Laird Parry, senior applications engineer for waterjet systems manufacturer OMAX Corp., Kent, Wash. “Whether for research or production, a shop can take any job that walks in the door. They can cut it.”

Courtesy of WARDJet
Waterjetting can cut a broad range of materials, including aluminum, brass, copper, stainless steel, nickel alloys, titanium and composites, and thicknesses. Typically, an abrasive waterjet cuts any material up to 6 " thick, but cutting thicker materials is possible. “We’ve cut 16 " of Inconel,” said Ben Callahan, regional sales manager for Jet Edge Inc., St. Michael, Minn., a waterjet systems manufacturer. “It is slow, but it can be done.” He noted Inconel is difficult to cut with conventional machine tools because it workhardens rapidly and either the workpiece or cutting tool can plastically deform.
A big advantage of waterjet machining is it doesn’t create a heat-affected zone (HAZ) and it doesn’t change the molecular structure of the material it is cutting. “Because waterjet cutting is a cold cutting process, it does not interfere with the intrinsic properties of the material,” said Chip Burnham, vice president of marketing for Flow International Corp., Kent, Wash., a waterjet machine builder. “No HAZ or mechanical stresses are left on a waterjet-cut surface.”
Another advantage is there is no, or minimal, burr creation. Thin materials cut via waterjet can sometimes have a burr unless very fine abrasive is used, noted Jeff Day, sales manager for WARDJet Inc., Tallmadge, Ohio, a waterjet machine builder.
Although waterjet machines are not as accurate as conventional machine tools, such as mills and lathes, they can potentially achieve ±0.003 " tolerances or tighter. If the job requires tighter tolerances than a waterjet can provide, waterjetting is also good for producing semifinished or near-net-shape parts suitable for finishing with conventional machining.
Waterjet machining’s flexibility makes it useful for production parts and one-offs. “You can set it up and run it all day doing a production run,” Callahan said. “But if you need to, you can load another workpiece, do a one-off and then go back to your production run. You don’t have to retool and put new fixtures on it. With waterjet, you just put it in place, add a couple of weights or clamps and you are ready to go.”
Thanks for the Complement
“Another tool in the toolbox.” “Shortstop of the cutting world.” “Another bullet in the chamber.” All these sayings have been used to describe a waterjet machine. Shops often find abrasive waterjet machining is an ideal complement to their other manufacturing processes, including traditional machining and wire EDMing. Waterjet also can pick up where laser and plasma leave off.
“For any given part, a manufacturing engineer usually has more than one way to make it,” Burnham said. “Virtually all machining processes have supplementary and complementary overlap with other processes, and the waterjet is no different.”
Although laser cutting machines are generally faster than waterjet machines, lasers are limited somewhat in the materials they can cut, such as no highly reflective metals or composites, and they create a HAZ. Also, lasers typically cut materials thinner than 1 ".
“Thin, mild steel under 3⁄8 " thick would likely go onto a 4kW laser instead of a waterjet, unless the batch size is very small,” Burnham said. “But change the example to 1 "-thick aluminum, 0.6 "-thick titanium or any composite of any thickness and waterjet is the choice, regardless of batch size.”
Plasma cutting also generally creates a relatively large HAZ and is limited in the materials it can cut. “Plasma is very fast and inexpensive,” WARDJet’s Day said. “Where abrasive waterjet may cost you $25 to $35 an hour to run, a plasma cutter may only cost $5 or $6 an hour to run. The disadvantage of plasma is the quality is not very good and the process creates burrs. Also, it only works with conductive materials.”
Pump Discussion
Pump technology is a key part of abrasive waterjet machining. Two basic types of waterjet pumps are available: direct drive and intensifier.
A direct-drive pump uses a crank to drive the pump’s plunger; an intensifier uses a hydraulic cylinder to drive the plunger. “Direct drive is a little more efficient,” Jet Edge’s Callahan said. “The pistons are directly coupled to the crankshaft on the motor, so you are not losing any energy. With an intensifier pump, the hydraulic pump builds the hydraulic pressure and then does the shifting, so energy is lost.” Jet Edge offers direct-drive and intensifier pumps.

Courtesy of KMT Waterjet Systems
Abrasive waterjet systems can cut a broad range of materials, such as this thick titanium workpiece.
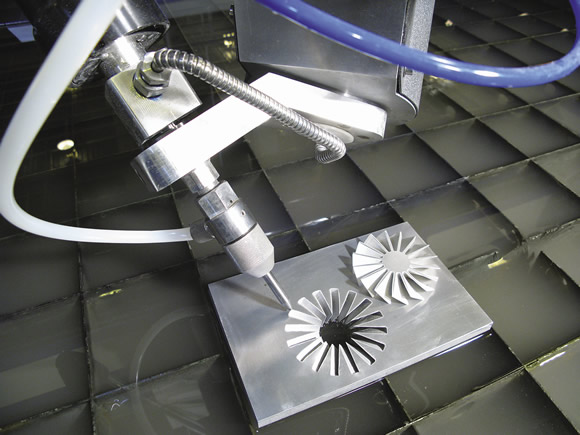
Courtesy of WARDJet
WARDJet’s Psy-Winder 5-axis cutting head was used to cut this fan blade from ½ "-thick aluminum.
Direct-drive pumps initially cost less than intensifier pumps, but require more maintenance. They are generally for shops that operate single-cutting-head systems. Direct drive can also be used for multiple-cutting-head applications, but the heads have to be coordinated because they are cutting the same part and turning on and off at the same time. As far as the pump is concerned, it is a single head.
Intensifier pumps are good for higher volumes and thicker materials. An intensifier pump is not as efficient as and costs more than a direct-drive pump. However, it typically has a longer seal life than its counterpart and can run multiple independent cutting heads from a single power source.
“You can probably get about 400 hours on a set of seals on a direct-drive pump, whereas with an intensifier pump you can get 1,000 hours,” Callahan added. “A direct-drive pump runs at a higher frequency, a higher stroke per minute, and once you get a leak in that seal you will be stroking back and forth more often, thereby going through seals more often.” It can take from 30 minutes to a couple of hours to change a set of seals.
Typically, waterjet pumps operate at 55,000 to 60,000 psi for direct-drive and traditional intensifier pumps and up to 87,000 to 90,000 psi for advanced intensifier pumps. These higher-pressure pumps have a higher initial cost than 60,000-psi pumps, but can increase cutting speeds up to 40 to 50 percent, according to advocates.
Callahan offered this comparison. “Say you are cutting 1 " of titanium and using a 0.015 " orifice/0.045 " nozzle at 60,000 psi. You are using 1.5 lbs. of abrasive per minute, and with that you can achieve a maximum speed of 9 ipm. That [setup] has an operating cost of about 6 cents per inch. Now, using 90,000 psi with the same cutting conditions, you can reach a maximum speed of 15 ipm, and that has an operating cost of about 5 cents per inch.”
Another advantage of higher-pressure pumps is lower abrasive use. “More than 60 percent of daily waterjet consumables cost is the abrasives,” said Bob Pedrazas, marketing manager at waterjet pump and cutting head manufacturer KMT Waterjet Systems Inc., Baxter Springs, Kan. “As you increase the pressure, there is an increase in the stream velocity. By cutting faster, at 90,000 psi, there is less abrasive used, thus reducing the total cost per part.”

Courtesy of Jet Edge
The EDGE X-5 5-axis waterjet system from Jet Edge cuts taper-free 3-D parts.
Other waterjet manufacturers disagree that higher pressure equals faster cutting. “Power at the nozzle is the true predictor of cutting speed,” OMAX’s Parry said. “Because power equals pressure times volume flow rate, a 50 percent increase in flow rate can provide the same increase in cutting speed as a 50 percent increase in pressure. Using a higher power, more efficient direct-drive pump can increase water flow, say from 1 gpm to 1.5 gpm.”
WARDJet’s Day summed it up this way: “It is a fact that higher pressure does equal faster cutting, but all other variables have to be the same. We have not found that the increase in operating cost and the decrease in reliability associated with high-pressure pumps are worth the faster speed.”
The tradeoff for increased cutting speeds with the 90,000-psi pumps is more wear on components, which means changing high-pressure seals more frequently. “You really need to maintain the 90,000 psi,” Callahan said. “If you have a leaking seal and run the machine without changing it, the seal will wear faster and cause wear on other components as well. And any pressure loss is going to affect the cut.”
Two Heads are Better
To meet production requirements, users must determine the appropriate pressure, orifice/nozzle size and number of cutting heads.
The horsepower at the nozzle is also important, especially for faster cutting. “You need the ability to provide enough gallons per minute of water through the nozzles and orifices,” Callahan said.
A 0.010 " orifice/0.030 " nozzle combination uses 0.5 gpm of water. A 50-hp pump producces 1 gpm, allowing the use of two 0.010 " orifices. With three cutting heads that have three 0.010 " orifices, the system will not have sufficient horsepower, enough gallons per minute, to supply those heads, according to Callahan. “But we have pumps that go up to 200 hp, which will give you 3.5 gpm, so you can run quite a few heads with just one pump,” he added.
Although a single large pump may provide the required horsepower, users may still want to add a second pump to their waterjet systems. Adding a second pump minimizes machine downtime, as one pump can run while the other undergoes routine maintenance.
“We also have a redundant intensifier-type pump,” said KMT’s Pedrazas. “It has two intensifiers but only one waterjet pump. The advantage is that if you have a seal change, you just transfer the pressure over to the second intensifier and you keep running.”
Added Advancement
Through improved technology, waterjetting has moved from being a secondary machining process to a primary choice, according to OMAX’s Parry. “Twenty years ago, you had to be desperate to use an abrasive waterjet machine,” he said. “It had applications for titanium, hardened tool steel and other materials that were difficult to cut conventionally, but the machines were noisy and dirty.”
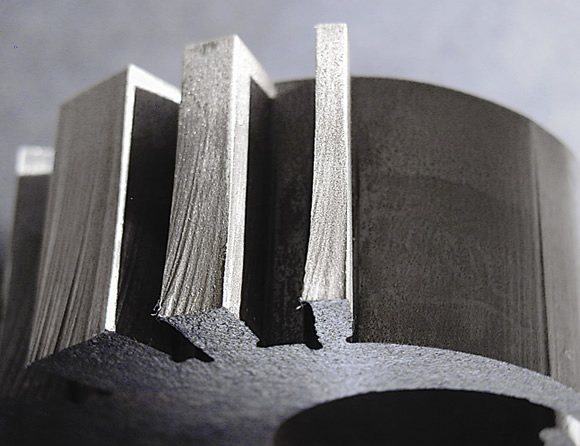
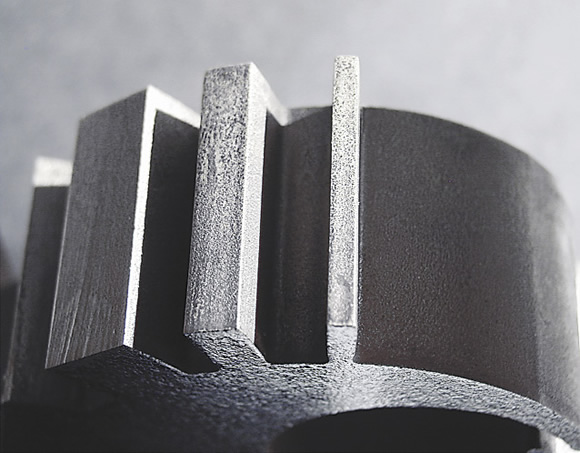
Courtesy of Flow International
Flow International’s Dynamic Waterjet with Active Tolerance Control system uses a motion system that controls a small, articulated wrist attached to the cutting head, which allows the cutting head to tilt in any direction.The system helps control stream lag. The top part was cut without the system. The same part (bottom) was cut using the system.
Another big problem was the natural bend of the abrasive waterjet stream. “Because the jet bends as it is cutting forward, it tended to undercut in corners and swing wide around bends,” Parry said. “The only way to compensate for this was to slow the cutting speed. Programming the machines so you could make an accurate part was a real bear. It took a lot of programming and operator experience and a lot of trial and error.”
Eventually, researchers developed a computer model that could predict how the jet was going to bend. “This meant I could write a program to allow me to automatically compensate for the bend,” Parry noted.
And as PCs became faster and less expensive, PC-based controls became common, storing information on materials and cutting conditions, as well as machining models and algorithms. So, after an operator entered the material type, thickness and desired finish, the machine automatically adjusted cutting speeds.
Today, waterjet control systems have expanded to accommodate articulated cutting heads that can make angled cuts, moving from 2-D to 3-D capability.
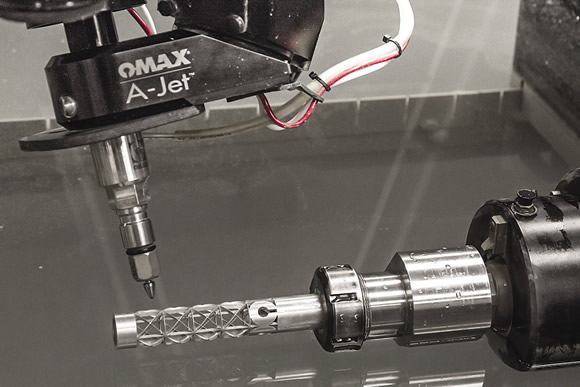
Courtesy of OMAX
The OMAX A-Jet cutting head used with a rotary axis allows for 6-axis cutting.
“Two-dimensional taper-eliminating systems are designed only to compensate for the inherent inaccuracies in the waterjet process and this provides an accurate 2-D part,” Flow’s Burnham said. “Three-dimensional systems use this same logic, but allow the operator to add bevels, countersinks and other 5-axis profiles, so the part off the table will be 3-D.”
Another trend is using a computer-controlled rotary axis that allows cutting cylindrical parts. “A rotary axis provides the ability to do cylindrical parts and make special cuts in tubing,” OMAX’s Parry said. “Combine the articulating head with the rotary axis and you can make all sorts of wild bevels and intersections on pipes and tubing.”
While the articulating heads and rotary axis provide the needed motion for 5-axis waterjet cutting, the improvements in programming are what have really advanced the technology. Previously, it took hours to properly program a single 3-D part for a waterjet, but software improvements have resulted in faster, more intuitive programming, WARDJet’s Day noted.
Remove and Recycle
In the early days, feeding abrasive into the waterjet system was a bit of a challenge. Today, waterjets have automated abrasive handling systems. The abrasive is loaded into a large hopper that sends it to a miniature hopper, which meters the amount of abrasive for constant delivery.
One note of caution mentioned by Parry is to store the abrasive in a dry area so it doesn’t clump together. “It is just one of those things people need to learn.”
Another challenge with the abrasive is it must be removed from the waterjet tank after use. Some systems have optional abrasive removal systems; otherwise the tank has to be shoveled out by hand. “There is a lot of time and effort involved in doing that,” Day said. “We do a lot of retrofits that involve adding an abrasive removal system. People don’t appreciate what is involved in digging out a tank until they do it for the first time.”
Once removed from the tank, the used abrasive is recyclable. “We see many companies that can recycle up to 50 percent of the abrasive,” Day said. However, the recycling system is a relatively expensive upfront investment, so it is only cost-effective if a shop uses a lot of abrasive. “If you are only using a couple thousand pounds a month, it might not be worth it,” he said. “But for shops that have more than one waterjet machine or multiple cutting heads on multiple machines, it may be a good investment. These shops can easily use 20,000 or 30,000 lbs. a month. On average, one head will use 1 lb. per minute of abrasive. If you cut for 50 minutes on average and have two heads running 10 hours per day times 20 days per month that is 20,000 lbs.”
Most waterjet manufacturers also offer closed-loop filtration systems, which has several advantages, according to Steve Szczesniak, national waterjet product manager, MC Machinery Systems Inc., Wood Dale, Ill., a waterjet systems manufacturer. “The purpose of the closed-loop system is to conserve water by not dumping it down the drain, recirculate the used water in the work tank by filtering it down to 0.35µm particle size and recooling it with a chiller for the pump to reuse it,” he said. “Most pumps like to accept new water below 70° F. And supplying clean water to the pump increases seal life.” CTE
Contributors
Flow International Corp.
(800) 446-FLOW
www.flowwaterjet.com
Jet Edge Inc.
(800) 538-3343
www.jetedge.com
KMT Waterjet Systems Inc.
(800) 826-9274
www.kmtwaterjet.com
MC Machinery Systems Inc.
(630) 860-4210
www.mitsubishi-world.com
OMAX Corp.
(800) 838-0343
www.omax.com
WARDJet Inc.
(330) 677-9100
www.wardjet.com
Related Glossary Terms
- 2-D
2-D
Way of displaying real-world objects on a flat surface, showing only height and width. This system uses only the X and Y axes.
- 3-D
3-D
Way of displaying real-world objects in a natural way by showing depth, height and width. This system uses the X, Y and Z axes.
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- abrasive waterjet ( AWJ)
abrasive waterjet ( AWJ)
System that uses high-pressure waterjets in combination with a slurry of fine abrasive grains to machine materials. See waterjet cutting.
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- burr
burr
Stringy portions of material formed on workpiece edges during machining. Often sharp. Can be removed with hand files, abrasive wheels or belts, wire wheels, abrasive-fiber brushes, waterjet equipment or other methods.
- closed-loop system
closed-loop system
CNC system in which the program output, or the distance the slide moves, is measured and compared to the program input. The system automatically adjusts the output to be the same as the input.
- composites
composites
Materials composed of different elements, with one element normally embedded in another, held together by a compatible binder.
- cutting speed
cutting speed
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
- heat-affected zone
heat-affected zone
That portion of the base metal that was not melted during brazing, cutting or welding, but whose microstructure and mechanical properties were altered by the heat.
- inches per minute ( ipm)
inches per minute ( ipm)
Value that refers to how far the workpiece or cutter advances linearly in 1 minute, defined as: ipm = ipt 5 number of effective teeth 5 rpm. Also known as the table feed or machine feed.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
- undercut
undercut
In numerical-control applications, a cut shorter than the programmed cut resulting after a command change in direction. Also a condition in generated gear teeth when any part of the fillet curve lies inside of a line drawn tangent to the working profile at its point of juncture with the fillet. Undercut may be deliberately introduced to facilitate finishing operations, as in preshaving.
- waterjet cutting
waterjet cutting
Fine, high-pressure (up to 50,000 psi or greater), high-velocity jet of water directed by a small nozzle to cut material. Velocity of the stream can exceed twice the speed of sound. Nozzle opening ranges from between 0.004" to 0.016" (0.l0mm to 0.41mm), producing a very narrow kerf. See AWJ, abrasive waterjet.






