Spend enough time working in a machine shop and you’re bound to pay a visit to the emergency room for a cut finger. First comes the sting as the ER physician injects you with a local anesthetic, then the tug of the thread as she drags the suturing needle, a type of surgical needle, through your skin.
This traumatic experience is painful enough, but without the sharp edge imparted to those needles through special machines known as needle-point grinders, those sutures would feel as if the doc were using a darning needle from grandma’s sewing kit.
Rapid-Fire Production
The world is filled with accident-prone machinists—and klutzes of all sorts—making medical needles high-volume products. Despite their supersharp edges, taper-point surgical needles, lancet-tip hypodermics and other medical sharps are often cranked out at the rate of five to 10 per second, according to Herbert Selbach, president of Wilmington, N.C.-based Selbach Machinery LLC.
Selbach, which has designed and built grinding machines for more than 2 decades, offers several machines that produce surgical needles via the cylindrical grinding process. The company also operates a job shop that makes specialty tungsten electrosurgical needles that are as small as 0.002 " (0.051mm) in diameter.

Courtesy of Modern Grinding
A tip ground on the end of a surgical guide wire. The head of the conical shape is 0.010 " in diameter.
The raw wire used for surgical needles—typically a precipitation-hardening stainless steel—is fed from coil stock, straightened and cut to length before being dropped into a magazine, which in turn feeds the needle blanks into a half-moon-shaped saddle, where they are ground to shape. Next, depending on how the needles will be used, they may go to a bending operation and, finally, to heat treatment and polishing.
Hypodermic needles are made in much the same manner, except the grinding wheel arrangement is similar to that of a surface grinder rather than a cylindrical grinder. Both types of needles are made with a variety of points, all of which are designed to puncture skin with minimal pain.
Selbach explained that the company generally applies a 4 "-dia. (101.6mm) CBN or diamond wheel without coolant to remove a minimal amount of material.
Needles are just a few of the ground instruments that surgeons and other doctors rely on every day. They also use trocars and cannulas, guide wires and scalpels, tweezers and bone cutters. Modern medicine would be in the dark ages without microgrinding.
Jim Boldig, product engineer for Modern Grinding Inc., a medical guide wire, pin and needle manufacturer in Port Washington, Wis., said the company routinely grinds solid wire and hypotube—the tube stock used to make hypodermic needles—down to 0.006 " (0.152mm) in diameter and to tolerances of ±0.0002 " (±0.005mm).
The needles’ smallness is one of the big challenges of manufacturing them, Boldig explained. “Most [parts] have to be viewed under a microscope during manufacturing, sometimes to 200× magnification. Proper handling is critical—bending, pulling or even the wrong packaging can cause permanent damage.”
Nobody wants a crooked guide wire snaked into their body, so it’s Boldig’s job to ensure that Modern’s parts are made to print. “Microground parts need very careful processing, often with a trial-and-error approach,” he said. “Sometimes we don’t know how well something will work until we try it, and we keep trying till we get it right.”
Although it also specializes in centerless grinding, the majority of Modern’s work is OD grinding microthreads and complex, often lifesaving, devices. Break your leg in a car accident, for example, and the surgeon might use a trocar to open the damaged area and some Steinmann bone pins to patch you up, both of which require OD microgrinding to generate their Lilliputian profiles.
Another Common Process
As previously noted, centerless grinding is another process commonly used for medical microparts. These machines crank out ground bar stock small enough for paperclips and are great for generating the simple, sharpened-pencil-like tapers found on the ends of guide wires used for catheter and stent placement. “We typically dress the necessary taper directly onto the grinding wheel,” Boldig said. “This helps keep the shape stable over a longer period of time.”
Stability during grinding is becoming more of a challenge as medical device designers increasingly specify products made from Nitinol and titanium because of the materials’ flexibility and strength. Boldig said their abrasiveness causes the work wheel (the roller that drives the workpiece in a centerless grinder) to wear fairly quickly, requiring frequent wheel changes and downtime.

Courtesy of M&S Centerless Grinding
M&S Centerless uses a hybrid Swiss-style grinding process.
Likewise, cutting conditions such as wheel speed, infeed rate and traverse rate must be closely monitored. “A wrong [input] will cause faster wheel wear or a painfully slow process,” Boldig said. “It’s always a tradeoff between the two, and the trick is finding the sweet spot.”
Someone who knows how to find that sweet spot is John Shegda, president of M&S Centerless Grinding Inc., Hatboro, Pa. The company centerless-grinds everything from valve spools and core pins to injector needles and motor shafts.
A unique process at M&S is Swiss-style grinding on a hybrid machine that situates a grinding wheel directly in front of a guide bushing and collet mechanism. “The collet grips the wire and feeds it through the guide bushing,” Shegda explained. “The grinding wheel basically acts as a turning tool, allowing you to interpolate a variety of forms.”

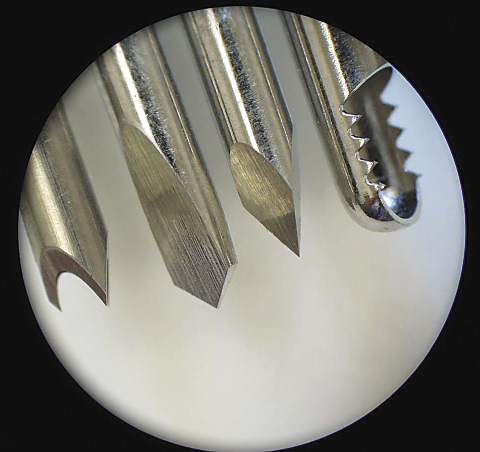
Courtesy of Selbach Machinery
Selbach Machinery’s NG3E machine grinds needles for sutures, tattooing, textiles and other applications, using solid wire already cut to length.
Like Swiss-style turning, this process can produce round parts to ±0.00005 " (1.27µm) tolerances, as well as generate flats and complex profiles. It can also feed spool stock and bar material.
“We’re running a job with 5,000 meters of 0.018 " Nitinol wire for angioplasty parts,” Shegda said. “The loader mechanism cuts the stock to the proper length and feeds it into the collet, then the machine grinds some crazy shapes on the end.”

Courtesy of Modern Grinding
In-process grinding of a trocar, used in laparoscopic surgery.
Shegda said the shop has made some “pretty crazy stuff” on these machines, such as a dumbbell-shaped locking pin for a heart valve that measured 0.005 "(0.127mm) in diameter and 0.056 "(1.422mm) long. Another odd application was a 1/8 "-long (3.18mm)cam pin used in pacemakers, with two camshaft journals ground to 0.007 " (0.178mm)in diameter but offset 0.0028 " (0.0711mm) from one another. A Nitinol guide wire the size of a human hair was nearly 7 ' (2.1m) long, the last 8 " (203mm) of which was necked down to 0.002 " (0.051mm) in diameter.
As a rule, grinding is close-tolerance and demanding work, but it’s these kinds of parts that separate the everyday grinding boys from the “micro” men.
Electrochemical Grinding
The medical industry isn’t the only one calling for ground microparts. Semiconductor probes, gas turbine and fuel-metering components, spools and bearings are only a small sample of the parts that would be impossible to manufacture without microgrinding.
One shop servicing these nonmedical industries is Tessa Precision Products Inc., Painesville, Ohio. Manufacturing Engineer Mark Kawasaki described another microgrinding method: electrochemical grinding. “It’s essentially an electrified surface grinder,” he said.
In electrochemical grinding (ECG), a copper-core grinding wheel made with a binder capable of conducting a current is mounted on a spindle. The wheel is dressed to whatever shape is needed and the machine is filled with a saltwater electrolyte. A current is then passed through the wheel and the sparks fly.
The result is a process that, given the right application, removes material 30 to 40 percent faster than traditional grinding, milling or EDMing, according to Kawasaki. Better yet, burrs are minimal and there’s no heat-affected zone as is the case with abrasive grinding and EDMing.
Courtesy of Everite
Parts produced via ECG.
Tessa has found just the right application: grinding a series of 0.017 "- to 0.040 "-wide (0.432mm to 1.016mm)slots out of Inconel for fuel-valve bodies on gas-turbine engines. “Each slot is done in a single pass,” Kawasaki said. “Depending on the part, it might take a minute or so to grind a slot, and we can do at least 100 parts before dressing the wheel. It’s awesome.”
The company responsible for that “awesome” machine is Everite Machine Products Co., Pennsauken, N.J. Everite builds a number of ECG machines used widely in the aerospace and power-generation industries, largely because of ECG’s ability to make burr-free cuts in virtually any electrically conductive material.
“Compared to ECG, abrasive grinding is rather slow,” said Bill Clipsham, ECG global business development manager for Everite. “With abrasive grinding, you have to take relatively light depths of cut—often no more than a few thousandths of an inch—or risk fracturing the material due to heat. You may also experience so much wheel wear that you can’t control size. And burrs can be a big problem with abrasive grinding.”
ECG sounds like the best thing since sliced bread. If it is capable of fast, burr-free grinding in everything from honeycomb-like materials used in gas turbines and aircraft engine components to tiny aspiration vents in cardiopulmonary cannulas, why hasn’t it replaced conventional grinding?
One drawback to ECG is overcut. “Abrasive grinding is much more accurate,” Clipsham said. “With proper wheel dressing, tolerances to 0.000050 " or better are possible with abrasive grinding. With ECG, you’re dealing with an electrochemical reaction in the boundary layer between the negatively charged wheel and positively charged workpiece.”
Because of this reaction, achieving exact feature size can be somewhat unpredictable. On a 0.100 "-wide (2.54mm)slot, for example, the width might come out to 0.101 " (0.256mm). This also means longer setup times, because the operator must tweak cutting parameters, wheel size, electrolyte and voltage until the part is within tolerance. Once there, however, the process is very repeatable, Clipsham said.
Variation on Centerless
Tru Tech Systems Inc., Mt. Clemens, Mich., is another machine tool builder serving the microgrinding industry. To support its own grinding needs—Tru Tech is also a job shop—as well as those of its machinery customers, the company has developed a workholding process called Perimetric grinding.
“It’s similar to centerless grinding,” said Steve Smarsh, Tru Tech president. “We use a work blade, regulating roller and a grinding wheel, of course, but we’ve also added a pressure roller, strategically placed to support the workpiece.”

Courtesy of Sheldon Buchler, Tru Tech Systems
A tension roller holds a 3mm shank against the guide blade and regulating roller, holding the part for Perimetric grinding.
Smarsh claimed Perimetric grinding is the most accurate way to hold a workpiece. “We can hold tolerances down into the millionths with virtually none of the triangulation seen with conventional centerless grinding machines,” he said.
He’d be happy to sell you a new machine—an autoloader version capable of both centerless and OD grinding goes for around $219,000—but you can also buy a Perimetric grinding attachment to use on your existing equipment for $9,000. CTE
About the Author: Kip Hanson is a contributing editor to CTE. Telephone: (520) 548-7328. E-Mail: [email protected]
Contributors
Everite Machine Products Co.
(856) 330-6700
www.everite.com
M&S Centerless Grinding Inc.
(888) 779-2061
www.msgrinding.com
Modern Grinding Inc.
(262) 719-9388
www.moderngrinding.com
Selbach Machinery LLC
(910) 794-9350
www.usneedle.com
Tessa Precision Products Inc.
(440) 392-3470
www.tessaprecision.com
Tru Tech Systems Inc.
(877) 878-8324
www.trutechsystems.com
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- bushing
bushing
Cylindrical sleeve, typically made from high-grade tool steel, inserted into a jig fixture to guide cutting tools. There are three main types: renewable, used in liners that in turn are installed in the jig; press-fit, installed directly in the jig for short production runs; and liner (or master), installed permanently in a jig to receive renewable bushing.
- centerless grinding
centerless grinding
Grinding operation in which the workpiece rests on a knife-edge support, rotates through contact with a regulating or feed wheel and is ground by a grinding wheel. This method allows grinding long, thin parts without steady rests; also lessens taper problems. Opposite of cylindrical grinding. See cylindrical grinding; grinding.
- collet
collet
Flexible-sided device that secures a tool or workpiece. Similar in function to a chuck, but can accommodate only a narrow size range. Typically provides greater gripping force and precision than a chuck. See chuck.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cubic boron nitride ( CBN)
cubic boron nitride ( CBN)
Crystal manufactured from boron nitride under high pressure and temperature. Used to cut hard-to-machine ferrous and nickel-base materials up to 70 HRC. Second hardest material after diamond. See superabrasive tools.
- cylindrical grinding
cylindrical grinding
Grinding operation in which the workpiece is rotated around a fixed axis while the grinding wheel is fed into the outside surface in controlled relation to the axis of rotation. The workpiece is usually cylindrical, but it may be tapered or curvilinear in profile. See centerless grinding; grinding.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- electrochemical grinding
electrochemical grinding
Variation on electrochemical machining that uses a conductive, rotating abrasive wheel. Chemical solution is forced between the wheel and the workpiece. Shape of the wheel determines the final shape.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
- heat-affected zone
heat-affected zone
That portion of the base metal that was not melted during brazing, cutting or welding, but whose microstructure and mechanical properties were altered by the heat.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- outer diameter ( OD)
outer diameter ( OD)
Dimension that defines the exterior diameter of a cylindrical or round part. See ID, inner diameter.
- polishing
polishing
Abrasive process that improves surface finish and blends contours. Abrasive particles attached to a flexible backing abrade the workpiece.
- shank
shank
Main body of a tool; the portion of a drill or similar end-held tool that fits into a collet, chuck or similar mounting device.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Contact him by phone at (520) 548-7328 or via e-mail at [email protected].






