Grinding ceramics is unlike most other grinding operations, wherein a grinding wheel removes material by forming chips—albeit small ones. Grinding these superhard, brittle materials happens via a different mechanism.
“You crack ceramic to death at the surface, and then you clear away that cracked material,” said Jeffrey Badger, aka The Grinding Doc, who’s based in San Antonio. “That’s one unique aspect of grinding it.”
In other words, the mechanism of material removal is one of brittle fracture, not ductile flow. However, he added, the cracks must be very shallow to prevent premature part failure.
Frank Gorman concurred that ceramic components can be damaged if they are ground too aggressively. He’s the vice president and general manager of Astro Met Inc., Cincinnati, a company that focuses exclusively on parts made from the oxide family of ceramics. These include aluminum oxide (alumina), zirconia oxide (zirconia) and zirconia-toughened alumina (ZTA).

A vibratory bowl feeder transports ceramic pellets, which are used to make radiotracers used in CT scans,
to a Glebar GT-610 infeed/through-feed centerless grinder. Image courtesy of Glebar
“Ceramic is a material that allows itself to be ground only at a certain rate,” he said. “This means that you could probably grind it quicker, but if you grind it outside the normally developed parameters for a good-quality part, you’re going to potentially put cracks and chips in the material.”
Medical Apps
In addition to biocompatible materials, such as stainless steel, titanium and PEEK, parts manufacturers select ceramics to produce medical implants, as well as a host of parts for medical instrumentation and equipment that never enters or touches a body.
Ceramics Grinding Co. Inc. targets the latter, including electrical insulators, said Richard M. Lalli, the company’s president. He added that the Maynard, Mass., manufacturer grinds the gamut of ceramic materials, as well as other hard, brittle materials. “We do all of it.”
The company’s equipment list includes surface, centerless, rotary, ID and OD grinders. “We don’t have any CNC machinery,” Lalli said. “We’re like an old grind shop. We’re still using what we were using in the 1970s.”
The three-person, 3,600-sq.-ft. shop takes a slow and steady approach to producing its primarily low-volume orders. According to Lalli, the challenges of grinding ceramics are no different from other materials except maybe when it comes to speed. “It’s just time-consuming and very tedious.”
Because the grinders are manual, Lalli relies on his senses to guide him, such as listening closely to the process and touching a part to feel the level of heat while grinding it.
“Ceramic conducts heat, but it takes a lot of heat. It takes 1,700° C, and you’re not able to do that with metals,” Lalli said, adding that he has been grinding ceramics for 40 years. “I know when I start grinding how fast I should be going with the speeds.”
Besides alumina and zirconia, silicon nitride is a frequently ground ceramic for medical uses. All are attractive materials for implants because they are highly resistant to wear and corrosion and are biocompatible.
“The ceramic materials are very dense, and there is no porosity associated with them,” Gorman said. He added that Astro Met customers often select alumina and zirconia for medical implants because they are quite chemically inert. “The reactivity is minimal or nonexistent in most cases, except when exposed to very harsh chemicals, like hydrofluoric acid, and things you normally don’t run across in the medical arena.”

A selection of ceramic medical parts produced by Astro Met. Image courtesy of Astro Met
These types of ceramics are also selected for medical uses, such as bearings and couplings, because of their tribological properties that minimize wear and friction, Gorman said. After finish grinding, medical components are often lapped and polished to impart a surface finish finer than 1 µin. Ra.
In addition, he said the ceramics Astro Met works with for the medical industry have a high level of purity—at least 99.8 percent. One material developed specifically for the medical industry is 99.95 percent pure. “Because the medical industry, of course, wants the purest and the strongest material.”
Hard-Fired
Once a ceramic material is fired, it becomes superhard. For example, zirconia has a hardness of about 1,400 HV and alumina has a hardness of about 2,000 HV, according to Gorman.
“If you look at the more general geological scale (Moh hardness) of 1 to 10, with diamond being 10 and talc being 1, these oxide ceramics are typically up around 8 or 9,” he said. “Diamond is really the only material that will abrade them in a satisfactory manner for finish machining.”
When grinding hard ceramics, the most appropriate diamond crystals have a high level of friability, said David Spelbrink, vice president of Lieber & Solow Co., New York, a supplier of natural industrial diamond stones and a producer and micronizer of diamond powders and grits through the LANDS Superabrasives division. More friable, or “softer,” diamonds have the ability to microfracture and self-sharpen to expose new, sharp cutting edges. “We tend to say that diamond that isn’t very tough is friable.”

Once diamond grits on a grinding wheel initially create small cracks in a ceramic material,
subsequent diamond grits the material. Image courtesy of Jeffrey Badger, aka The Grinding Doc
The more friable a diamond is, the more free cutting it is, enabling a wheel with those types of diamonds to remove material at a relatively quick rate, Spelbrink added.
“Since all grinding is essentially scratching, it’s important to recognize this when it comes to applications where surface finish is crucial,” he said. “A more friable crystal should have a sharper point of contact, which tends to lead to smaller scratches, and, since it’s generally considered softer, it should be move forgiving. There should also be less heat generation, which will be beneficial for surface finish as well.”
The drawback is seen in a grinding wheel with friable diamond crystals, which has a shorter life than a wheel with tougher crystals, according to Spelbrink.
Because chips are likelier to form when grinding silicon nitride than when grinding alumina- and zirconia-based ceramics, which are more powdery, Spelbrink said diamond crystals that are too tough will dig into silicon nitride and produce big chips. “A softer diamond is much more forgiving. A more forgiving crystal gives people a little leeway as to what the surface finish may look like.”
According to Spelbrink, the ideal crystal may very well be a true polycrystalline diamond with a microstructure that enables small pieces of the crystal to break off during grinding to expose new cutting edges. “Pricing on a true polycrystalline diamond could make it costprohibitive.”


Left: A scanning electronic microscope image of Lieber & Solow’s LS050 diamond crystal.
According to the company, it’s probably the most friable crystal on the market.
Right: A scanning electronic microscope image of Lieber & Solow’s LS4810+ diamond crystals,
which are cubo-octahedral and on the other end of the friability spectrum. Images courtesy of Lieber & Solow
In contrast, he said, a monocrystalline diamond starts with a sharp cutting edge on its side, becoming dull with use. “You would need to put a lot of pressure on that crystal to break it, to macrofracture it. If you have a macrofracture, you would expose a nice, new, sharp edge, but putting a lot of pressure on the wheel obviously has a lot of surface finish implications.”
Bonding Together
According to one expert, there is a unique grinding wheel for every different type of ceramic material.
“A crystal that would be appropriate to use in a sintered metal-bond wheel is entirely different than something that would be used in a phenolic or polyamide bond,” Spelbrink said. “And an electroplated bond, which is a single-layered bond, would take something different.”
While staying in the same general crystal family, softer crystals susceptible to more microfracturing function best in resin-bond systems, he added. Meanwhile, tougher, more macrofracturing crystals are for sintered metal bonds, and blockier crystals are appropriate for electroplated bonds. Grain size and concentration would also vary based on the bond.
The type of grinding machine a wheel goes on also plays a role when successfully grinding ceramic medical parts. One builder of grinders for ceramic applications is Glebar Co., Ramsey, N.J. For ceramics, the company offers infeed and through-feed grinders, said Sean Riess, technical and machine tool sales manager. A through-feed machine removes material from a part’s OD, while infeeding is used to form intricate shapes, such as radii, steps and angles on the OD.
According to Riess, a robust spindle is critical to effectively grind ceramics. Additional requirements include precise slide movements to control diameter size, feedback to the machine to auto-compensate and measure diameters, and a stable, rigid machine base to absorb grinding pressures.
“Today, we grind on CNC machines,” he said, “because there have been great advances in wheel technology, so you have to have a bit more rigid design and more accurate positioning with grinding and dressing.”
Riess added that applying the proper coolant is necessary to prevent the diamond wheels from loading. A high volume of water-based coolant may do the trick. However, the biggest concern is removing heat from the ceramic workpiece.

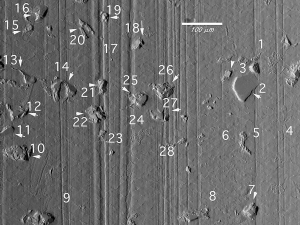
Left: The morphology of grits on a creep-feed grinding wheel in the as-dressed state.
Right: The morphology of grits after grinding 12.95 cm3 specific volume of silicon nitride (Si3N4).
Image courtesy of Elsevier
“A lot of places just use water with a rust inhibitor,” he said. “Soluble coolants have a tendency to load up the wheels.”
Similar to other types of machining operations, companies that grind ceramic parts for the medical industry frequently incorporate automation, such as robots and pick-and-place devices, to run lights out. “Medical is always a growing market,” Riess said, “and it’s always growing with technology and capabilities.”
What’s changing is part requirements. “Along with that high growth comes the challenge of new, more complex designs and geometries and tighter tolerance requirements,” Gorman said. Some dimensional tolerance specs have tightened from ±0.003" to ±0.0003", and surface finish requirements have transitioned from 4 to 8 µin. Ra to 1 to 2 µin. Ra or finer, he noted. “Instead of just Ra, you might see five or six different finish- control parameters.”
Related Glossary Terms
- Vickers hardness number ( HV)
Vickers hardness number ( HV)
Number related to the applied load and surface area of the permanent impression made by a square-based pyramidal diamond indenter having included face angles of 136º. The Vickers hardness number is a ratio of the applied load in kgf, multiplied by 1.8544, and divided by the length of diagonal squared.
- aluminum oxide
aluminum oxide
Aluminum oxide, also known as corundum, is used in grinding wheels. The chemical formula is Al2O3. Aluminum oxide is the base for ceramics, which are used in cutting tools for high-speed machining with light chip removal. Aluminum oxide is widely used as coating material applied to carbide substrates by chemical vapor deposition. Coated carbide inserts with Al2O3 layers withstand high cutting speeds, as well as abrasive and crater wear.
- brittle fracture
brittle fracture
Separation of a solid accompanied by little or no macroscopic plastic deformation. Typically, brittle fracture occurs by rapid crack propagation with less expenditure of energy than for ductile fracture.
- ceramics
ceramics
Cutting tool materials based on aluminum oxide and silicon nitride. Ceramic tools can withstand higher cutting speeds than cemented carbide tools when machining hardened steels, cast irons and high-temperature alloys.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- creep-feed grinding
creep-feed grinding
Grinding operation in which the grinding wheel is slowly fed into the workpiece at sufficient depth of cut to accomplish in one pass what otherwise would require repeated passes. See grinding.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- friability
friability
Characteristic of abrasive grains that describes their tendency to fracture or break apart when hit or placed under pressure. Highly friable abrasives cut more easily, but wear faster than other abrasives. Friable abrasives are usually used on soft, gummy materials or where heat produced by worn grits must be carefully controlled. Friability is usually related to the levels of impurities in the manufactured abrasive mineral.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding machine
grinding machine
Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpiece surfaces. When ultrasmooth surfaces and finishes on the order of microns are required, lapping and honing machines (precision grinders that run abrasives with extremely fine, uniform grits) are used. In its “finishing” role, the grinder is perhaps the most widely used machine tool. Various styles are available: bench and pedestal grinders for sharpening lathe bits and drills; surface grinders for producing square, parallel, smooth and accurate parts; cylindrical and centerless grinders; center-hole grinders; form grinders; facemill and endmill grinders; gear-cutting grinders; jig grinders; abrasive belt (backstand, swing-frame, belt-roll) grinders; tool and cutter grinders for sharpening and resharpening cutting tools; carbide grinders; hand-held die grinders; and abrasive cutoff saws.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
- hardness
hardness
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
- inner diameter ( ID)
inner diameter ( ID)
Dimension that defines the inside diameter of a cavity or hole. See OD, outer diameter.
- microstructure
microstructure
Structure of a metal as revealed by microscopic examination of the etched surface of a polished specimen.
- outer diameter ( OD)
outer diameter ( OD)
Dimension that defines the exterior diameter of a cylindrical or round part. See ID, inner diameter.
- polycrystalline diamond ( PCD)
polycrystalline diamond ( PCD)
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- vibratory bowl feeder
vibratory bowl feeder
Hopper/conveyor mechanism utilizing a vibratory motion in conjunction with a spring suspension system designed to deliver parts to an assembly machine at a specified rate and with proper part orientation.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
Contributors
Astro Met Inc.
(513) 772-1242
www.astromet.com
Ceramics Grinding Co. Inc.
(978) 461-5935
www.ceramicsgrinding.com
Glebar Co.
(201) 337-1500
www.glebar.com
The Grinding Doc
(512) 934-1857
www.thegrindingdoc.com
Lieber & Solow Co.
(212) 354-4060
www.lieberandsolow.com
www.landssuperabrasives.com






