Cyclo Cut Max-Flute
Cyclo Cut Max-Flute
New CYCLO CUT Max-Flute high-performance endmills from MAG innovate titanium roughing with a 16-flute design capable of high removal rates at low torque.
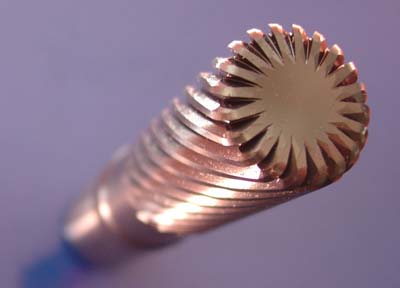
New CYCLO CUT Max-Flute high-performance endmills from MAG innovate titanium roughing with a 16-flute design capable of high removal rates at low torque. The high-density endmills run at 2,037 rpm and 231 IPM to achieve removal rates of up to 8"3/min. with only 25 ft.-lbs. of torque and 9 hp. When cutting titanium, 60 to 70 percent of the heat generated is normally transferred to the tool, dramatically reducing tool life. Max-Flute tools use shallow, radial widths of cut, which transfers less heat to the cutting tool and allows higher surface speeds for roughing titanium, Inconel and other high-temperature alloys that have traditionally required high torque at low rpm to achieve desired removal rates. Used in conjunction with TrueMill software, Max-Flute endmills maintain a constant angle of engagement, making the radial cuts more consistent throughout the cutter path, increasing material removal rates and decreasing cycle times, while extending tool life, according to the company. "The current approach to high-speed machining involves taking very light cuts," said Dan Cooper, CYCLO CUT Product Manager for MAG Regional Services. "The Max-Flute/TrueMill approach enables the machine to make heavier cuts at high speeds, and by using the maximum flute density available, maximum feed rates are achievable." Max-Flute tools are designed with a differential pitch on the tool flutes to break up harmonics and reduce chatter. "Titanium is very prone to chatter, which affects part quality, and can cause unpredictable tool failure," Cooper added. "By using extremely high feed rates and light radial cuts, we can remove a lot of material with very little risk of scrapping parts."



