For parts that are less than 0.125" (3.18-mm) in diameter, Tungaloy America Inc. introduced a series of high-positive, low-cutting-force, screw-down, dead-sharp inserts and toolholders last year. There are four chipbreakers: JS features a molded chipbreaker and the JRP, JPP, and JSP inserts are fully ground with accuracy of +/-0.0002" (0.005mm) from the base of the tool to the end of the insert's tip.
"These inserts are designed for parts that require critical centerline accuracy and low cutting force," explains Brian Sawicki, Tungaloy's Turning Products Manager. "If you are cutting above centerline, you push the part. If below centerline, you gouge the part. It's important to be on center to accurately cut theses parts. These highly accurate, free machining inserts, allow you to machine small parts with minimal adjustment required for size."
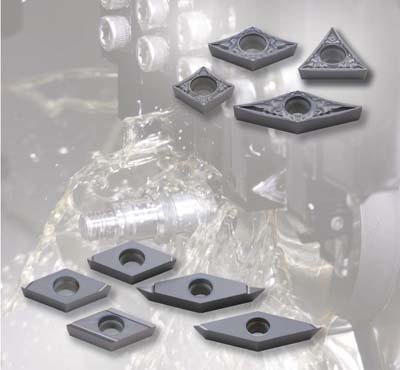
The JS chipbreaker is a bidirectional insert with an aggressive, molded chipbreaker. The insert is designed with a tightly placed breaker near the cutting radius. It also features a high positive, inclined cutting edge. If this insert can't break the chip, it will direct it away from the workpiece.
"The JS type is most applicable for very small components in the medical, aerospace and automotive industries. One of the largest end users is a fuel filtration manufacturer for jet engines. The other three inserts, JRP, JPP, and JSP, were intended for small components made for the disk drive industry. They're designed to take a lighter cut, but have potential for machining pacemaker parts, fuel system components and even watch components," says Sawicki.
Groove or other tool geometry that breaks chips into small fragments as they come off the workpiece. Designed to prevent chips from becoming so long that they are difficult to control, catch in turning parts and cause safety problems.
Engagement of a tool’s cutting edge with a workpiece generates a cutting force. Such a cutting force combines tangential, feed and radial forces, which can be measured by a dynamometer. Of the three cutting force components, tangential force is the greatest. Tangential force generates torque and accounts for more than 95 percent of the machining power. See dynamometer.
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Additional Products from Tungaloy-NTK America, Inc.
BXA10 incorporates a crater-wear-resistant PcBN substrate and the latest multilayer PVD coating for edge toughness, enhancing the grade’s wear and fracture resistance. The latest development will provide improved productivity, tool life, and surface integrity in continuous to light interrupted cuts…
DrillForce-Meister incorporates a unique seat design that enables easy and swift drill head exchanges, while maximizing the clamping security, making drilling easy on curved surfaces, inclined exits, or components with a stability problem. The seat is designed with a maximum possible contact…
TungTurn-Jet toolholders deliver coolant strategically to the optimum position close to the cutting point of the insert. This significantly improves chip control when machining exotic materials that are prone to smearing by effectively breaking the chips into pieces and guiding them away from the…
DrillMeister incorporates a unique self-locking interface that enables simple and secure drill head exchange. Since drill heads can be replaced without having to remove the drill body from the spindle, tool setup time can significantly be reduced, eliminating presetting, offset, and touch-off of…
DuoJust-Cut features innovative insert clamping ensuring tool rigidity and stability in various parting operations. In addition to existing JXPG insert with a ground in chipbreaker on the rake face, the new JXPS insert incorporates a 3D chipbreaker pressed in to its “dual-rake” cutting edge which…
DrillMeister offers the TIDCF chamfering holder that can be attached to the TID drill shank allowing chamfering and drilling in a single pass for reduced machining times. The chamfering inserts are available for 30°, 45°, and 60° chamfers. The new TIDCF holder line can accommodate smaller drills in…
This AH9130 grade expansion encompasses the DMP line of general-purpose drilling, succeeding the popular DMC drill head for precision drilling. Developed for drilling applications, AH9130 is a nano-multilayer PVD coating consisting of three distinctive layers.
AH8015 consists of a nano-multilayered PVD coating with high aluminum content. This coating characteristic provides increased resistance against wear and built-up edge over existing grades, enabling long and predictable tool life during the machining of heat resistant superalloys and stainless…
Designed for the internal grooving of bores with diameters as small as 8.0 mm (.315″) up to 24.0 mm (.945″), while promising reliable chip evacuation. The shanks are made of either steel for economy or tungsten carbide for long reach areas where tool steadiness is vital. Virtually eliminate chip…
The TungTurn-Jet system strategically directs the internal coolant jet exactly where it is needed, close to the cutting point on the insert rake face. This dramatically improves chip control during the machining of difficult-to-cut materials, which is not the case with conventional coolant delivery…










 PRODUCTS
PRODUCTS

