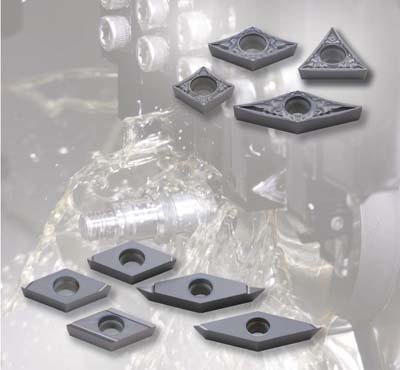
For parts that are less than 0.125" (3.18-mm) in diameter, Tungaloy America Inc. introduced a series of high-positive, low-cutting-force, screw-down, dead-sharp inserts and toolholders last year. There are four chipbreakers: JS features a molded chipbreaker and the JRP, JPP, and JSP inserts are fully ground with accuracy of +/-0.0002" (0.005mm) from the base of the tool to the end of the insert's tip.
"These inserts are designed for parts that require critical centerline accuracy and low cutting force," explains Brian Sawicki, Tungaloy's Turning Products Manager. "If you are cutting above centerline, you push the part. If below centerline, you gouge the part. It's important to be on center to accurately cut theses parts. These highly accurate, free machining inserts, allow you to machine small parts with minimal adjustment required for size."
The JS chipbreaker is a bidirectional insert with an aggressive, molded chipbreaker. The insert is designed with a tightly placed breaker near the cutting radius. It also features a high positive, inclined cutting edge. If this insert can't break the chip, it will direct it away from the workpiece.
"The JS type is most applicable for very small components in the medical, aerospace and automotive industries. One of the largest end users is a fuel filtration manufacturer for jet engines. The other three inserts, JRP, JPP, and JSP, were intended for small components made for the disk drive industry. They're designed to take a lighter cut, but have potential for machining pacemaker parts, fuel system components and even watch components," says Sawicki.
Groove or other tool geometry that breaks chips into small fragments as they come off the workpiece. Designed to prevent chips from becoming so long that they are difficult to control, catch in turning parts and cause safety problems.
Engagement of a tool’s cutting edge with a workpiece generates a cutting force. Such a cutting force combines tangential, feed and radial forces, which can be measured by a dynamometer. Of the three cutting force components, tangential force is the greatest. Tangential force generates torque and accounts for more than 95 percent of the machining power. See dynamometer.
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Additional Products from Tungaloy-NTK America, Inc.
The new Neutral AJ Type inserts for non-ferrous metals join this lineup. Like their right-hand counterparts, these new inserts feature ground peripheral surface and polished rake face with a mirror-like finish for sharp cutting edges. This prevents the built-up edges to the cutting edge during…
The addition to the "TPW / EPW Type" series includes CBN inserts designed for high-speed cast iron finishing. In addition to the economical 2-corner standard insert, a wiper insert option is also available to achieve excellent surface finish. The insert grade is High-content CBN "…
The new AM Type insert is designed for non-ferrous metal machining, featuring a sharp cutting edge achieved through ground peripheral surface and polished rake face to a mirror-like finish. This design reduces built-up edge during machining and ensures a high-quality, glossy surface finish. The…
The DXGQ/U0703 inserts feature 55° nose angle with brazed CBN tips that are designed for hard part turning applications. The inserts incorporate HP chipbreaker and use WavyJoint brazing technology for the CBN tips which are designed to provide enhanced insert reliability during hard part turning.…
The TungHeavyGroove toolholders utilize a frontal coolant system, delivering high-pressure cutting fluid from the bottom to the flank face of the cutting edge. This innovative design enhances chip evacuation and extends insert tool life significantly. Furthermore, an extremely rigid dovetail insert…
The round shank toolholders are designed to fit the cylindrical shank tool holders in most Swiss type lathes. Just as with the existing ModuMiniTurn square shank toolholders, the new round shank toolholders also features extremely high repeatability accuracy, which significantly reduces downtime.
Built on the proven features of the conventional XVCT-AJ inserts, the XVCT-AM inserts introduce an enhanced interface design. This design improves insert retention during high-speed machining while reducing raw material usage for insert production, all without compromising superior cutting…
Two new key sizes have been added: KHS-TID6-9.99 covers the drill diameter range from 6.0 to 9.9 mm (.236″ to .340″), while KHS-TID20-25.99 from 20.0 to 25.9 mm (.787″ to 1.020″). In addition to the key size that already exists for 10.0 to 19.9 mm (.394″ to .783″), these three key sizes cover the…
KKH cartridge modules take all customized fine boring tooling, whether they are designed by SwissBore or not, and turn them into a state-of-the-art fine boring solution that have one thing in common: they are all digital ready. The cartridge modules allows both radial and axial adjustments. Radial…
This expansion increases GH730 grade options of the VST and VTB slot milling heads and the VTR thread milling heads. A PVD grade consisting of extremely wear-resistant coating layer, combined with a tough carbide substrate dedicated to the coating, GH730 provides much better wear resistance than…










 PRODUCTS
PRODUCTS

