3D-printed bone drill improves surgeries
Metal laser melting has made possible a number of groundbreaking developments in the medical field.
Metal laser melting has made possible a number of groundbreaking developments in the medical field. One example is a 3D-printed bone drill that, unlike some traditionally manufactured drills, is designed not to damage tissue during surgery.
The Institute of Production Engineering and Machine Tools (IFW) at Leibniz University turned to a previous work partner, toolcraft GmbH, Georgensgmünd, Germany, while conducting an R&D project on the development of a tool able to cut bone without causing thermal-induced tissue damage.
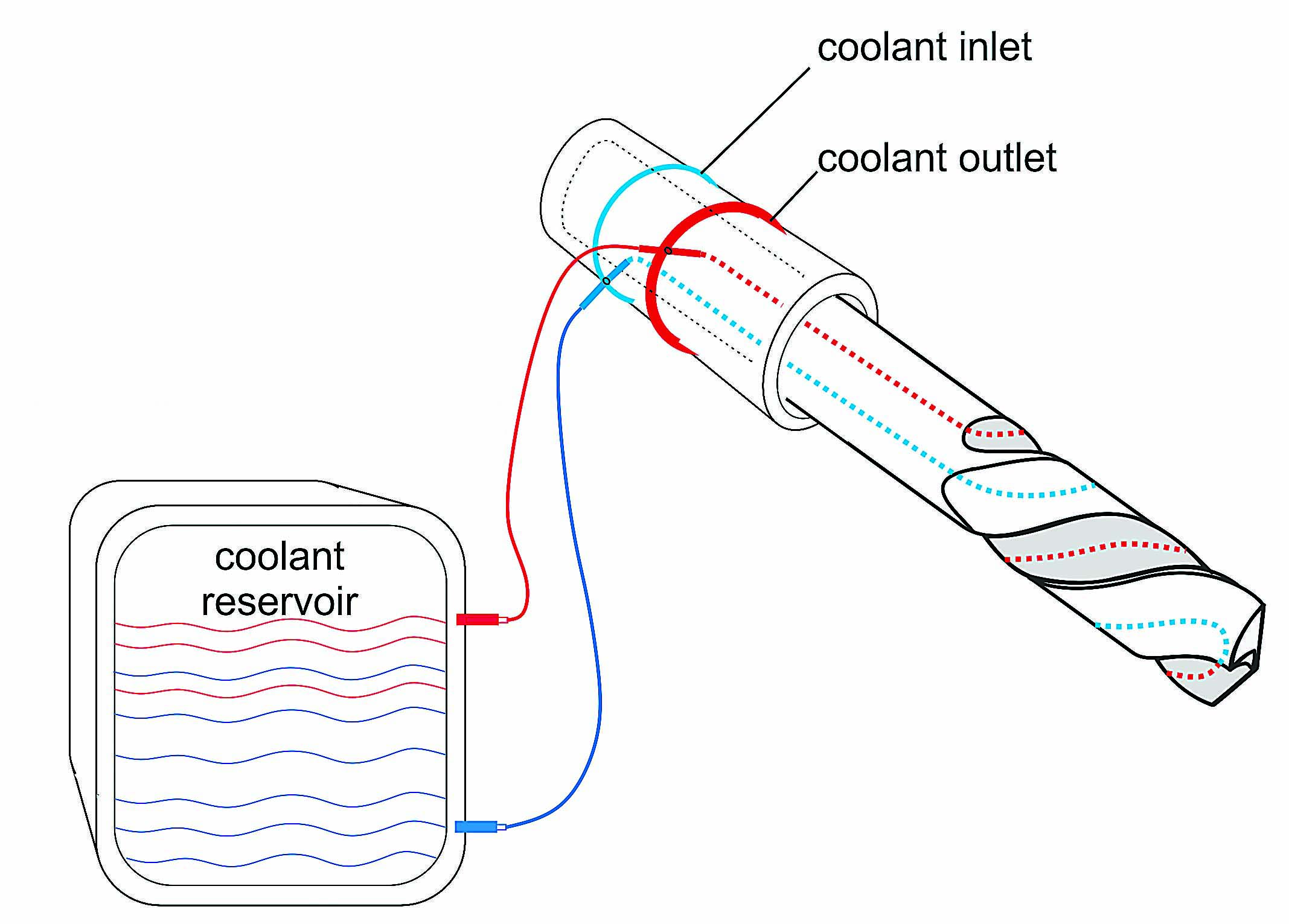
The cooling system inside the 3D-printed bone drill. Image courtesy of IFW.
This damage, called osteonecrosis, occurs at temperatures of 48° C (118° F) and higher. Because cooling the tool externally would likely cause fluid to enter the wound, it is not possible to apply conventional tools and cooling methods. To date, surgery has been performed iteratively—that is, the drilling process is repeatedly interrupted to keep the temperature as low as possible.
However, metal laser melting enables the manufacturing of drills with integrated cooling ducts. These ducts allow coolant to flow inside the tool—along the helix and back to the toolholder—without contacting the wound. Toolcraft, which manufactures tools, parts, assemblies, molds and injection-molded parts, also developed a nonrotating,
prespindle attachment with an inflow and outflow function for the coolant. As shown in the drawing on page 10, a continuous supply of coolant—water—is ensured by the attached coolant reservoir and pump.
The prototype was modeled on a conventional 6mm-dia. (0.236″) bone drill. The shape of the drill had to be kept the same to make it easier for surgeons to adapt to the new tool. It was also important that the tool material be biocompatible, and, therefore, 1.4404 stainless steel was selected. Internal cooling ducts are 1.2mm (0.047″) in diameter and remove heat from the cutting edge. Coolant enters and exits the drill via horizontally drilled holes. To attach the manifold—the sleeve housing the drill—there are grooves for circlips. The two chambers in the manifold are sealed.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.




